
Moderne Drehbearbeitung von künstlichen Hüftgelenken mit runden Wendeschneidplatten


Warum runde Wendeschneidplatten?
Runde Wendeschneidplatten bieten Ihnen die allerbesten Vorteile für die Bearbeitung von Kobalt-Chrom- und Titan-Implantaten.
Diese Wendeplatten optimieren den Schruppvorgang beim Innendrehen der Prothesenpfanne und des Hüftkopfes. Die Bearbeitung erfolgt in einer exzellenten Ausgewogenheit von Sicherheit und Produktivität - kurz gesagt, Ihre Produktivität wird verdoppelt und Ihre Werkzeugkosten um ein Drittel gesenkt.
Wie?
Die wichtigsten Vorteile
Die runde Form der Schneidplatten garantiert beim Schruppen stabile Schneidkanten und hohe Widerstandsfähigkeit gegen erhöhten Kerbverschleiß. Die Verwendung runder Wendeschneidplatten bietet zwei entscheidende Vorteile:
Sichere Bearbeitung bei bester Qualität und kontrollierter Standzeit
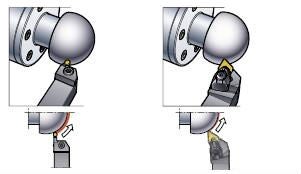
Der Einsatz einer runden Wendeplatte mit einem Einstellwinkel von weniger als κr 45º reduziert deutlich den Kerbverschleiß, ein hierbei übliches Problem, das zu einer minderen Qualität und einem Produktivitätsverlust führt.
Darüber hinaus werden hohe und berechenbare Standzeiten, weniger Werkzeugwechsel sowie ein störungsfreier Bearbeitungsablauf geboten.

Erhöhen Sie Vorschub und Schnittgeschwindigkeit für eine maximale Produktivität.
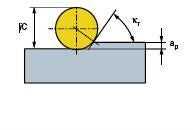
Wenn eine runde Wendeschneidplatte mit einer Schnitttiefe verwendet wird, die deutlich unter der des Eckenradius liegt, wird die Spandicke hex im Verhältnis zum Vorschub reduziert und die Schneidkantenlänge erhöht. So werden niedrigere Temperaturen erzeugt und die Möglichkeit gegeben, den Vorschub und die Schnittgeschwindigkeit für eine maximale Produktion zu erhöhen.
Die Auswirkung des Eckenradius auf den Verschleißmechanismus
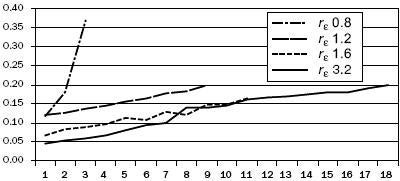 |  | |
| Standzeit 3 Min | ||
 | ||
| Eingriffszeit (min) | Standzeit 18 Min |
Herausragende Leistung
Spezifizierung der Bearbeitung
| Kobalt-Chrom F75 | ||
| CNC-Drehmaschine | ||
| Mitbewerber | Sandvik Coromant | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0,08 | 0,1 | (mm/rev) |
| 0,5 | 0,5 | (mm) |
| 9,29 | 4,46 | (min) |
| 3 | 10 | (St.) |
Sandvik Coromant - Lösungen
 | |||||
| Schruppen |  | Schruppen | |||
| Halter: | A20M-SRXDR 08-R | Halter: | A20M-SRXDR 08-R | ||
| Wendeplatte: | R300-0828E-PL, 1030 | Wendeplatte: | R300-0828E-PL, 1030 | ||
| Schnittdaten: | vc = 50-80 m/min, | Schnittdaten: | vc = 50-80 m/min, | ||
| fn = 0.1-0.15 mm/rev, | fn = 0.1-0.15 mm/rev, | ||||
| ap = →1 mm | ap = →1 mm | ||||
| Vorschlichten | | Vorschlichten | |||
| Halter: | A20M-SDXCR 11-R | Halter: | A20M-SRXDR 08-R | ||
| Wendeplatte: | DCGT11T308-UM, 1105 | Wendeplatte: | R300-0828E-PL, 1030 | ||
| Schnittdaten: | vc = 40-60 m/min, | Schnittdaten: | vc = 50-80 m/min, | ||
| fn = 0.08-0.1 mm/rev, | fn = 0.1-0.15 mm/rev, | ||||
| ap = 0.1-0.25 mm | ap =0.1-0.25 mm | ||||
| Schlichten |  | Schlichten | |||
| Halter: | A20M-SDXCR 11-R | Halter: | A20M-SRXDR 08-R | ||
| Wendeplatte: | DCGT11T308-UM, 1105 | Wendeplatte: | R300-0828E-PM, 530 | ||
| Schnittdaten: | vc = 40-60 m/min, | Schnittdaten: | vc = 40-60 m/min, | ||
| fn = 0.08-0.1 mm/rev, | fn = 0.08-0.12 mm/rev, | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| Schruppen |  | Schruppen | ||||
| Halter: | SRDCN 2020K 10-A | Halter: | RF123J13-2525MB | |||
| Wendeplatte: | RCMT 10 T3 MO-SM, 1105 | Wendeplatte: | N123J2-0600-RO,4125 | |||
| Schnittdaten: | vc = 40-60 m/min, | Schnittdaten: | vc = 40-60 m/min, | |||
| fn = 0.1-0.15 mm/rev, | fn = 0.1-0.15 mm/rev, | |||||
| ap = →1mm | ap = →1 mm | |||||
| Schlichten |  | Schlichten | ||||
| Halter: | DDJNR/L 2020K15 | Halter: | DDJNR/L 2020K15 | |||
| Wendeplatte: | DNGP 15 06 08, 1105 | Wendeplatte: | DNGP 15 06 08, 1105 | |||
| Schnittdaten: | vc = 40-60 m/min, | Schnittdaten: | vc = 40-60 m/min, | |||
| fn = 0.08-0.12 mm/rev, | fn = 0.08-0.12 mm/rev, | |||||
| ap = 0.05-0.25 mm | ap =0.05-0.25 mm | |||||
| Abstechen | ||||||
| Halter: | RF123F20-1616B | |||||
| Wendeplatte: | N123F2-0250-0002-CM, 4125 | |||||
| Schnittdaten: | vc = 40-60 m/min, | |||||
| fn = 0.05-0.1 mm/rev | ||||||
Werkzeughalter

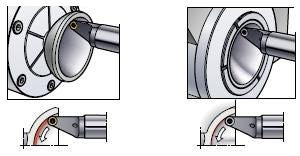
Verwenden Sie die runden Wendeplatten zusammen mit unseren CoroTurn 107 Bohrstangen, die mit EasyFix™ -Spannaufnahmen ein leichtes Handling bieten und eine schnelle Einstellung der korrekten Mittenhöhe der Schneidkante gewährleisten. Zur Abrundung des Bearbeitungsprozesses steht Ihnen ein Programm an Werkzeughaltern speziell zum Schlichten (mit positiven Wendeplatten in der Form D) zur Verfügung, die sich nicht nur zum Drehen runder Formen eignen, sondern sogar als Problemlöser für andere Innendrehbearbeitungen mit begrenzter Zugänglichkeit eingesetzt werden können.
Wendeplattenprogramm
Die Geometrien –PL und –KL der runden Wendeplatten sind geschliffen und bieten eine exzellente Spankontrolle sowie niedrige Schnittkräfte. Für Kobalt-Chrom-Legierungen empfehlen wir die Sorte GC1030 und für Titan H13A.
Für Wendeplatten in der Form D wird die geschliffene DCGT-Wendeplatte mit der Geometrie –UM. empfohlen. Für Kobalt- Chrom ist GC1105 die erste Wahl, für Titan ist es H13A.
Bestellnummern
Innendrehen
| Wendeplatten | EasyFix™ |
| R300-0828E-PL, 1030 | 132L-3220085-B |
| R300-0828E-KL, H13A | 132L-4020-B |
| R300-0828M-PH, 1030 | 132L-4020105-B |
| R300-0828M-KH, H13A | 132L-5020125-B |
| R300-0828E-PM, 530 | |
| R300-1032E-PL, 1030 | |
| R300-1032E-KL, H13A | |
| R300-1032M-PH, 1030 | |
| R300-1032M-KH, H13A | |
| R300-1032E-PM, 530 | |
| DCGT 11 T3 04-UM, 1025, 1105, H13A | |
| DCGT 11 T3 08-UM, 1025, 1105, H13A | |
| DCMT 11 T3 04-MF, 1025, 1105 | |
| DCMT 11 T3 08-MF, 1025 |
Außendrehen
Wendeplatten
| Rund | CoroCut® | Form D |
| RCMT 10 T3 M0-SM, S205, 1105, H13A | N123H2-0500-RO, 4125, S205, 1105 | DNMG150608-MF, S205, 1105, |
| RCMT 08 03 M0-SM, S205, 1105, H13A | N123J2-0600-RO, 4125, S205, 1105 | DNGP150608, S205, 1105 |
| N123L2-0800-RO, 4125, S205, 1105 |
