Sådan opriver du et hul

Når det er vigtigt at oprive et hul, bør følgende anbefalinger følges.
Spånvolumen
Det anbefalede spånvolumen under oprivning afhænger af applikationsmaterialet og det forborede huls overfladekvalitet. Generelle retningslinjer for, hvor meget materiale der skal være til oprivning, fremgår af de følgende skemaer.
| Ø, mm | ||||||
| Materiale | 1-3 | 3-5 | 5,1-10 | 10,1-20 | 20,1-30 | >30 |
| P1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| K1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,3 | 0,5 |
| K2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| K3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| N1.1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N3.1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,5 |
| N3.2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| S1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| S2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S6 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| H1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| Ø, tommer | ||||||
| Materiale | 0,0394-0,1181 | 0,1181-0,1969 | 0,1969-0,3937 | 0,3937-0,7874 | 0,7874-1,1811 | >1,1811 |
| P1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| P2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| P3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| P4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| P5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| K1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,020 |
| K2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| K3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,016 | 0,020 |
| K4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,012 | 0,020 |
| K5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,012 | 0,020 |
| N1.1 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 | 0,020 |
| N1.2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,017 | 0,016-0,020 | 0,020 |
| N1.3 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,018 | 0,016-0,020 | 0,020 |
| N1.4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,019 | 0,016-0,020 | 0,020 |
| N2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,020 | 0,016-0,020 | 0,020 |
| N3.1 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0.008-0.012 | 0,012 | 0,020 |
| N3.2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0.008-0.012 | 0,012 | 0,016-0,020 |
| N3.3 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N3.4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| S1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| S3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| S4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S6 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| H1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
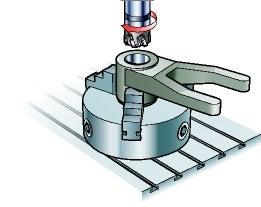
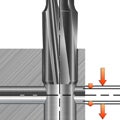
Emneopspænding
- Sørg for, at emnet, der skal bearbejdes med rivalen, er tilstrækkeligt fastspændt
- Sørg ved gennemgående huller for, at der er plads til spånafgang
- Når der oprives i tyndvæggede emner, skal det sikres, at fastspændingskraften er ens omkring emnet
Skærevæske til oprivning
Skærevæskens primære opgave er at levere kølevæske direkte til skærezonen, så der opnås en længere værktøjslevetid og en god spånafgang.
- På solide hårdmetalrivaler forløber den indvendige kølevæske aksialt for lige spånkanaler og lateralt for spiralformede spånkanaler
- Emulsion som skærevæske giver normalt en bedre værktøjslevetid end olie
- Det anbefalede tryk er 15 bar
- Øget kølevæsketryk kan have en positiv virkning på spånkontrol og spånbrydning

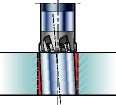
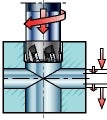
Spiralformet spånkanal – lateralt kølevæskeforløb
Lige spånkanal – aksialt kølevæskeforløb
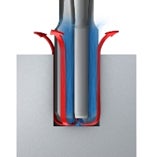
Rival position
Offset mellem forbearbejdet hul og rival skal være så lille som mulig for at undgå vibrationer.
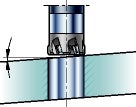
Afbrudt spån
Rivaler kan normalt anvendes til bearbejdning af:
- Krydshuller mindre end 2 mm (0,079 tommer) i diameter, hvis rivalhovedets diameter er mindre end 22 mm (0,866 tommer)
- Krydshuller mindre end 3 mm (0,118 tommer) i diameter, hvis rivalhovedets diameter er 22 mm (0,866 tommer) og derover
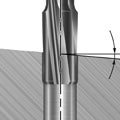
Oprivning af en vinklet eller hældende flade
Ved oprivning af vinklede eller hældende flader med rival:
- Maks. anbefalet indgrebsvinkel 5 grader
- Sørg for altid at minimere kast
- Kontakt en teknisk specialist ved brug af solide hårdmetalrivaler
Oprivning af forbearbejdet hul
Det må ikke forventes, at oprivning kan korrigere positionerings- eller rethedsfejl på det forbearbejdede hul.
- Rethed på et forbearbejdet hul skal være mindre end 0,05 mm (0,002 tommer)
- Sørg for, at diameteren på det forbearbejdede hul giver plads til den anbefalede radiale spåndybde