Aksialboring
Hvad er aksialboring?
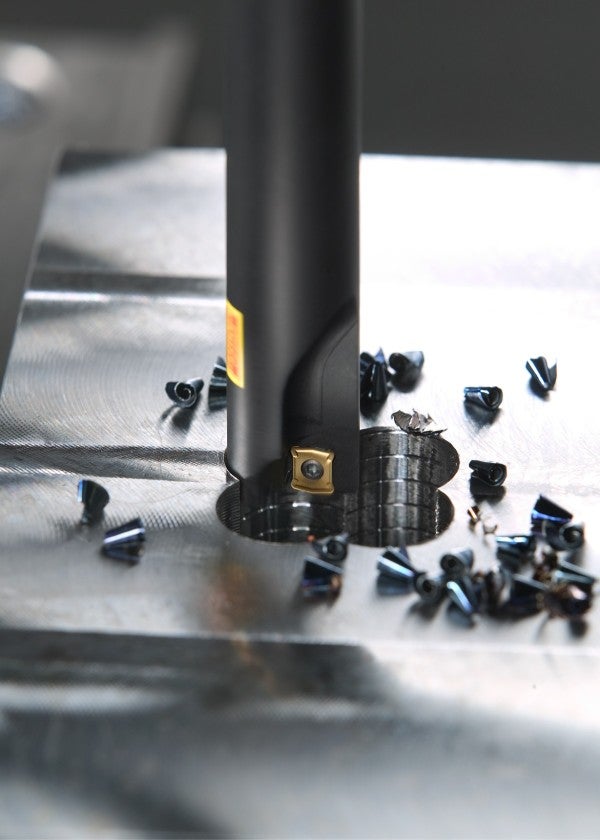
Aksialboring er en effektiv metode til skrubfræsning af kaviteter. Det gør et dybere hul eller kavitet gennem gentagne aksiale indgreb ved hjælp af et bor eller en fræser, og er især velegnet til skrubbearbejdning. Det er effekteffektivt, produktivt og reducerer kravene til værktøjsmaskinens spindel, da de primære skærekræfter rettes aksialt langs spindlen. Indvendig dykfræsning startes ved at bore et hul til dykværktøjet.
Valg af værktøjer
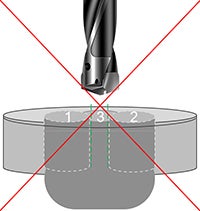
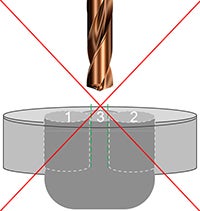
Symmetriske borspidsværktøjer (udskiftelige skærspidser og solide bor) bør ikke bruges til aksialboring.
Korthulsbor
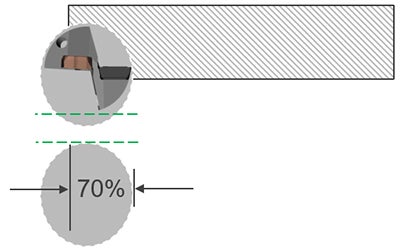
Vendeskærsbor anvendes til centrumskær med to skær og er meget produktive. 70 % af borets diameter kan anvendes til den næste overlappende bearbejdning, hvis du bruger aksialboret ved hele skæredataene for vendeskærsskær. Spånvolumenet er højt.
Dykfræsning ligner aksialboring med en fræser med vendeskær, en fræser med runde skær eller et solidt hårdmetalbor. Men en fræser har begrænset trinover - kun halvdelen af det aksiale skærs skærkantlængde. Det kan være et interessant alternativ, når diametre er store nok til at have et antal tænder forlovet til at give høj tilspænding.
Strategi
- Undgå et stort overlap, der gør det muligt for spånerne at falde ud af spånkanalerne
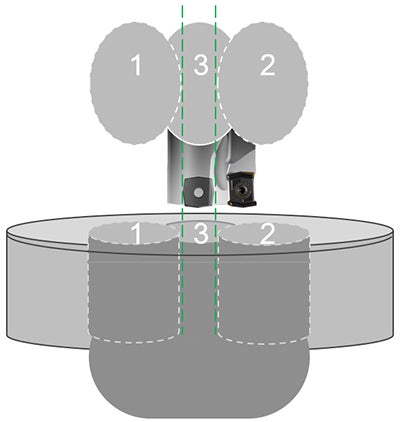
- Bor først solide huller (1 og 2)
- Det anbefales at indstille afstanden mellem hullerne, så centrumskæret forbliver i fuldt indgreb
- Webbedhuller (3): Brug meget lave skæredata med blød indføring
- Indstikningsbearbejdning af skærkanten, sørg for at 70 % af borets diameter er i indgreb
Lommebearbejdning
Indstikning af skærkant