
T-Max®
用于高生产率车削难以加工的材料
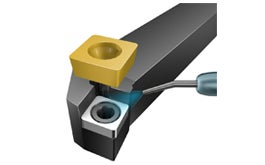
刀片座
清洁并检查刀片座是否有损坏的位置以及是否支撑切削刃

接触面
检查支撑面和接触面,确保没有损坏或污垢。

建议
CBN刀片材质
| 加工工况 | K | H |
| 连续 | CB7925 | CB7925 |
| 轻载间断 | CB7925 | CB7925 |
| 中载间断切削 | CB7925 | CB7925 |
| 重载间断切削 | CB7925 | CB7925 |
CBN切削刃准备
| 加工工况 | K | H |
| 连续 | S | S |
| 轻载间断 | S | S |
| 中载间断切削 | S | S |
| 重载间断切削 | S | S |
陶瓷刀片
| 加工工况 | K | S | H |
| 预加工/连续 | CC620 CC650 |
CC6220和CC6230 CC6160/CC6060、CC670 |
CC6050 |
| 刻度/轻载断续 | CC6190 | CC6165/CC670 | CC670 |
陶瓷刃口准备
| 加工工况 | K | S | H |
| 预加工/连续 | T | T / E | S |
| 刻度/轻载断续 | T | T / E | S / T |

|
E = 珩磨 |

|
S = 倒角 + 珩磨 |

|
T = 倒角 |
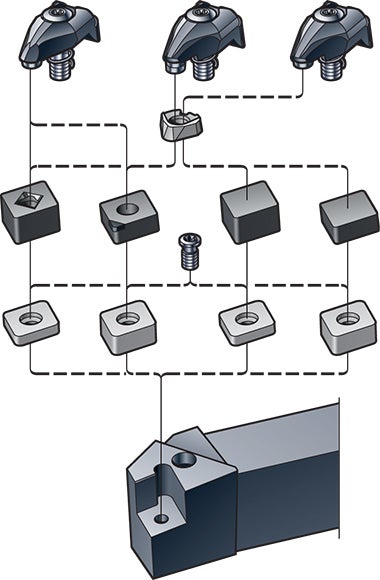
用于无孔和有孔刀片的T-Max®夹具类型和高刚性夹具套装
| 夹紧类型 | |||
| -2 | 带孔的陶瓷刀片 |

|
|
| -4 | 无孔的陶瓷刀片 |

|
|
| -ID | RNGN和RCGX刀片以及SNGN 09夹具 |

|

|
| -IC | SNGN19夹具 | ||
| -A | RCGX刀柄 |

|

|
| R/L176.9 | RCGX06刀柄 |

|

|
|
标准:用于硬质合金/CBN与陶瓷*浅凹/带孔刀片的高刚性夹具套装 - 2:用于浅凹/带孔陶瓷/CBN刀片的高刚性带压板夹具套装 - 4:用于陶瓷*和CBN无孔刀片的带压板的高刚性夹紧套件 * 对07刀片厚度使用更薄的刀垫 |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号