
T-Max® P
大到中等尺寸零件高生产率外圆车削

刀片座
清洁并检查刀片座是否有损伤,特别是支撑切削刃的位置。
刀垫和刀垫座
确保刀垫圆角在加工或装卸过程中未被撞掉,刀垫座上不应有积屑瘤

接触面
检查支撑面和接触面,确保没有损坏或污垢。

夹紧
在镗削工序中,确保可靠的夹持非常重要。如果未得到充分支撑,则悬伸将增加并且可能产生振动。

应用技巧
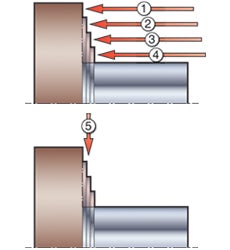
避免堵屑
朝向台肩车削 (1-4个步骤),在达到台肩的最终尺寸之前停止。为全部4个步骤保持相同的进给率,以避免堵屑。建议从外向内执行一次端面切削,以完成台肩的最后切削 (5)。

避免振动
建议对配备两个刀架 (上刀架和下刀架) 的机床采取避免振动的措施。这种设置将使切削力达到平衡并使切削过程保持稳定,从而避免振动和零件弯曲。
建议
刀片和系统
外圆工序
| 精加工 | 半精加工 | 粗加工 | |
| 刀片形状 | C | C | C |
| 刀片尺寸 | 12 | 12 | 12 |
| 主偏角 | 95° | 95° | 95° |
| 夹紧机构 | 杠杆式 | 杠杆式 | 杠杆式 |
内圆工序
| 精加工 | 半精加工 | 粗加工 | |
| 刀片形状 | C | C | C |
| 刀片尺寸 | 12 | 12 | 12 |
| 主偏角 | 95° | 95° | 95° |
| 夹紧机构 | 杠杆式 | 杠杆式 | 杠杆式 |
刀片材质
| 加工工况 | P | M | K | S | H |
| 良好 | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| 一般 | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| 恶劣 | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
刀片槽型
| 工序 | P | M | K | S | H |
| 精加工 | -PF | -MF | -KF | -SF | S01525 |
| 半精加工 | -PM | -MM | -KM | -SM | S01525 |
| 粗加工 | -PR | -MR | -KR | -SMR | S02035 |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号