
CoroTurn® TR
稳定的外圆和内圆仿形切削

接杆
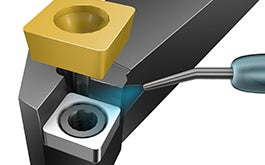
使用将QS刀杆固定在刀架中的夹紧单元可最大限度地提高刀具稳定性,冷却液通过接口连接而无需任何软管。





建议
刀片和系统
外圆纵向车削
| 精加工 | 半精加工 | |
| 刀片形状 | D | D |
| 刀片尺寸 | 13 | 13 |
| 主偏角 | 93° | 93° |
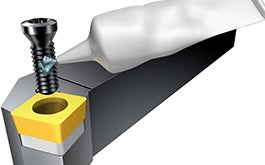
| 夹紧 | 螺钉 | 螺钉 |
外圆仿形切削
| 精加工 | 半精加工 |
| D | D |
| 13 | 13 |
| 93° | 93° |
| 螺钉 | 螺钉 |
内圆仿形切削
| 精加工 | 半精加工 | |
| 刀片形状 | V | D |
| 刀片尺寸 | 13 | 13 |
| 主偏角 | 95° | 93° |
| 夹紧 | 螺钉 | 螺钉 |
| >40 | >40 |
刀片材质
| 加工工况 | P | M | K | S | H |
| 良好 | GC4415 | GC2220 | H13A | GC1105 | CB7115 |
| 一般 | GC4425 | GC2025 | H13A | GC1115 | CB7125 |
| 恶劣 | GC4335 | GC1125 | H13A | GC1125 | CB7125 |
刀片槽型
| 工序 | P | M | K | S | H |
| 精加工 | -F | -F | -F | -F | S01020 |
| 半精加工 | -M | -M | -M | -M | S01020 |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号