
CoroTurn® 300
高质量和高效的车削加工
说明

刀片更换
刀片更换通过5个简单的步骤便可完成,其中,采用杠杆的夹紧解决方案使刀片自锁入刀座中,其固定的定位点 (iLock™) 则可确保刚性和精度。使用4.5 Nm的扭矩。

QS™刀柄上的冷却液连接
有4种冷却液连接方式:使用接杆 (首选);使用后管接头;使用刀柄前端下面的接头;或使用带QS挡块的后管接头

冷却液供应
通过塞住冷却液孔,您可以选择仅使用上方或下方冷却液还是同时使用两种冷却液,后者为标准设置。




应用技巧
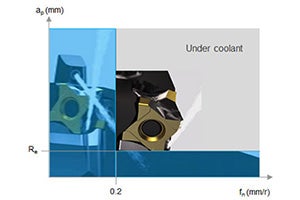
Over- and under coolant - When to use what?
CoroTurn® 300 features over- and under coolant. Find out how to apply it correctly and how this both can improve performance and solve typical turning challenges
建议
刀片槽形和材质
| 工序 | 槽型 |
| 精加工 | -L4 |
| 半精加工 | -M5 |
| 超精表面/高进给 | -M5W |
| 切削工况 | P |
| 良好 | GC4415 |
| 一般 | GC4425 |
| 恶劣 | GC4425 |
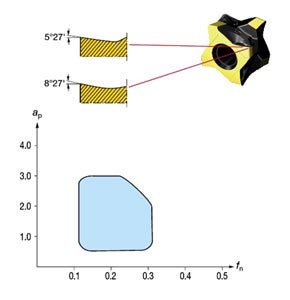
- -L4,刀尖半径04:在ap为0.25-3 mm (0.010-0.118英寸) 以及fn为0.1-0.3 mm/r (0.004-0.012英寸/转) 时表现出色
- -L4,刀尖半径08:在ap为0.5-3 mm (0.020-0.118英寸) 以及fn为0.12-0.32 mm/r (0.005-0.013英寸/转) 时表现出色
- -L4,刀尖半径12:在ap为0.65-3 mm (0.026-0.118英寸) 以及fn为0.15-0.35 mm/r (0.006-0.014英寸/转) 时表现出色
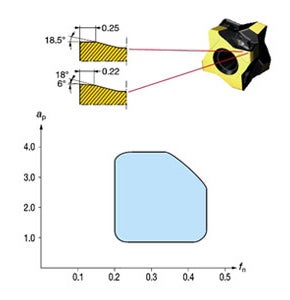
- -M5,刀尖半径08:在ap为0.8-3.8 mm (0.031-0.150英寸) 以及fn为0.2-0.45 mm/r (0.008-0.018英寸/转) 时表现出色
- -M5,刀尖半径12:在ap为1.2-3.8 mm (0.047-0.150英寸) 以及fn为0.25-0.55 mm/r (0.010-0.022英寸/转) 时表现出色
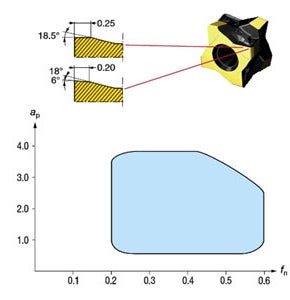
- -M5W,刀尖半径08:在ap为0.5-3.8 mm (0.020-0.150英寸) 和fn为0.2-0.6 mm/r (0.008-0.024英寸/转) 时表现出色
- -M5W,刀尖半径12:在ap为0.8-3.8 mm (0.031-0.150英寸) 和fn为0.25-0.7 mm/r (0.010-0.028英寸/转) 时表现出色
-L4、-M5和-M5W与 ISO槽型定位的比较
刃口韧性

断屑范围
注意:
更高的断屑范围 = 更高的ap和fn
截面图和应用范围
-L4
-M5
-M5W
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号