
CoroCut® QI
针对小直径内圆切槽和端面切槽而优化
如何选择端面切槽刀具
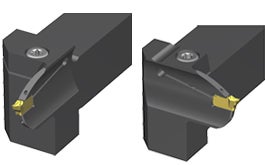
A或B曲线
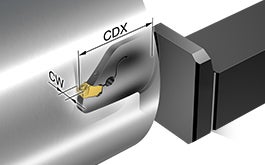
刀片宽度 (CW)
使用适用您的凹槽的最宽刀片和刀具。刀柄越宽,刚性和稳定性就越高。

最大切深 (CDX)
始终使用切深 (CDX) 尽可能小的刀具,以获得最高稳定性。

首刀直径范围 (DAXIN和DAXX)
使用与槽匹配的最大直径的刀具。刀具直径越大,弯曲程度越小,因此刚性和稳定性更高。它还能够改进切屑控制。

应用技巧

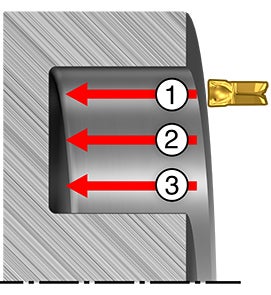
推荐
槽型

| 
| 
| |
| -GF | -TF | -RM | |
| 应用: |
|
|
|
| 特点: |
|
|
|
材质
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| 材料: | ISO S、M和N | ISO P、M、K和S | ISO P和M | ISO P、M和S | ISO N和S |
| 特点: |
|
|
|
|
|
| 槽型: | -GF、-TF、-RM | -GF、-TF、-RM | -TF、-RM | -GF、-TF | -GF |
首选刀片材质和槽型
 |

|
 |

|
|
| 内孔槽 | 内孔宽槽 | 端面槽 | 内圆/端面仿形切削 | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
EasyFix™
始终使用带EasyFix™夹套的CoroCut® QI镗杆。安装在夹套中的弹簧锁销卡入镗杆上的凹槽中,以保证每次刀具装夹的中心高都正确。金属密封可确保冷却液压力高达150 bar时的良好性能。

代码
QS™刀柄
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
CoroTurn® SL切削头
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
镗杆
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS:刀柄快换系统
SL:CoroTurn® SL切削头 - 产品系列
- R:右手型刀具
L:左手型刀具 - F/G:0º/90º刀柄样式 (刀柄)
AF/AG:端面/内圆切槽镗杆
- 刀片座尺寸,E/F/G/H/J/K
- 切削深度 (CDX)
- C:贯通型冷却液
- 刀柄/接口尺寸
- 端面:DAXIN,最小首切直径
内圆:Dmin1,最小孔径 - 端面:A/B曲线类型
刀片
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- 产品系列
- 切削刃角度
N = 中置型刀片 - 刀片座尺寸
E:1.85–2.39 mm
F:2.46–2.79 mm
G:3 mm
H:4 mm
J:5 mm
- 刀片宽度 (CW)
0600:6 mm
0500:5 mm
0400:4 mm
0300:3 mm
0200:2 mm - 刀片前角
00:无角度,0° - 刀尖半径
02:0.2 mm
03:0.3 mm
04:0.4 mm
- 刀片槽型
TF:用于切槽和插车
GF:用于切槽的精磨槽型
RM:用于仿形切削
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号