
CoroMill® MS20
重新定义方肩铣
产品类别概览
刀体
| 刀具直径范围 | 15.8–84 mm (英制等同) | |
| 刀体接口 | 圆柱直柄、Coromant® EH、MSSC、芯轴、Coromant Capto®和侧楔式 (英制) | 119件 |
| 刀体接口 | CIS和侧楔式 (公制) | 13件 |

CAPP 系列 M253 可用于定制刀具刀体。
刀片
| 刀片IC尺寸 | IC10 |
| 刀片槽型 | E-L50、M-M20和M-M30 |
| 刀片刀尖圆角半径 | 0.2、0.4、0.8和1.6 |
| 刀片材质 | 1040、2040、S30T和S40T |
| 件数 | 27 |
切削参数
hex建议
| ISO范围 | 材质 | hex,mm (英寸) | hex,mm (英寸) | hex,mm (英寸) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1.4404 / 316L) | 1040、2040 | 0.1 (0.05-0.15) .004 (.002-.006) | 0.1 (0.08-0.15) .004 (.003-.006) | |
| M3.2.Z.AQ (SAF2205) | 1040、2040 | 0.08 (0.05–0.12) .003 (.002-.0047) | 0.08 (0.05–0.12) .003 (.002-.0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0.1 (0.05-0.15) .004 (.002-.006) | 0.1 (0.08-0.15) .004 (.003-.006) | 0.13 (0.08–0.2) .0051 (.003–.008) |
| S2.0.Z.AG (Inconel 718) | S30T、2040 | 0.08 (0.05–0.12) .003 (.002-.0047) | 0.08 (0.05–0.12) .003 (.002-.0047) | 0.1 (0.08–0.15) .004 (.003–.006) |
切削速度推荐值
| 材料 | 材质 | vc m/min (英尺/分钟) |
| M1.0.Z.AQ (1.4404 / 316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
切削参数、APMX和AZ
| APMX | 9.0 mm (0.35英寸) |
| 推荐ap | 4.0 mm (0.16英寸) |
| AZ | 1.0 mm (0.04英寸) |
切削参数、直线和螺旋坡走铣
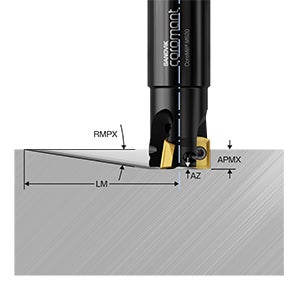
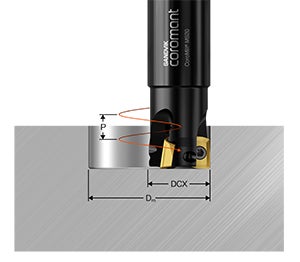
| DCX,公制 | DCX,英制 | RMPX (度) | Lm,mm (英寸) | 最大直径,mm (英寸) | 最小平底孔直径,mm (英寸) | 最小直径,mm (英寸) |
| | ⅝" | 7.8 | 65.7 (2.85) | 30.15 (1.19) | 27.75 (1.08) | 23.75 (0.93) |
| 16mm | | 7.7 | 66.6 (2.61) | 30.4 (1.2) | 28 (1.10) | 25 (0.97) |
| | ¾" | 5.4 | 95.2 (2.57) | 36.5 (1.44) | 34.1 (1.33) | 30.1 (1.18) |
| 20mm | | 4.9 | 105 (4.13) | 38.4 (1.50) | 36 (1.42) | 33 (1.3) |
| 25mm | | 3.3 | 156.1 (6.15) | 48.4 (1.91) | 46 (1.80) | 43 (1.68) |
| | 1" | 3.2 | 161 (6.34) | 46.8 (1.82) | 46.8 (1.83) | 42.8 (1.68) |
| | 1 ¼" | 2.2 | 234.3 (9.21) | 61.9 (2.44) | 59.5 (2.33) | 55.5 (2.18) |
| 32mm | | 2.2 | 234.3 (9.21) | 62.4 (2.46) | 60 (2.35) | 57 (2.23) |
| | 1 ½" | 1.7 | 303.2 (11.94) | 72.2 (2.83) | 72.2 (2.83) | 68.2 (2.68) |
| 40mm | | 1.6 | 322.2 (12.68) | 78.4 (3.09) | 76 (2.98) | 73 (2.86) |
| 50mm | | 1.2 | 429.7 (16.92) | 98.4 (3.86) | 96 (3.78) | 93 (3.65) |
| | 2" | 1.2 | 429.7 (16.92) | 97.6 (3.83) | 97.6 (3.83) | 93.6 (3.68) |
切削参数,插铣
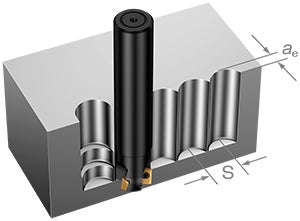

轴向切削力
| ISO范围 | 参考材料 | 最大ae,mm (英寸) | 进给量,mm/z (英寸/齿) |
| ISO M | M1.0.Z.AQ (1.4404 / 316L) | 4 (0.157) | 0.10 (0.08–0.15) (0.004 (0.003–0.006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0.157) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
| ISO S | S2.0.Z.AG (Inconel 718) | 3 (0.118) | 0.08 (0.05–0.12) (0.003 (0.002–0.0004)) |
可变切深加工
- 尤其是ISO M材料的磨损,可以调整每次走刀的切削深度 (ap),从而减慢沟槽磨损
- ap的变化范围:APMX的25-75%
对于CoroMill® MS20即2.5至6.5 mm (0.098至0.256英寸)

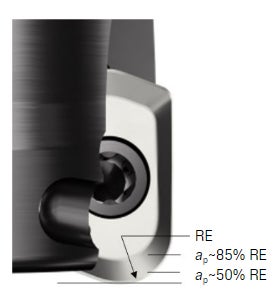
大圆角刀片的使用
- 刀片的圆角半径越大,安全性就越高,特别是型腔铣削工序的拐角加工以及更大坡走角度的坡走铣加工
- 切削力/主轴负载将增加
- 表面质量较差
- 在长悬伸应用中可能导致振动
- 在ap ≤85% RE条件下使用时,沟槽磨损最小
- 在ap ≤ 50% RE条件下使用时,可采用高进给铣削策略
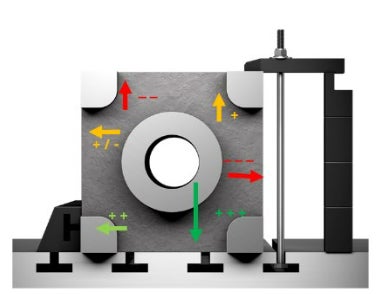
夹具限制
- 选择切削方向和改变切削方向时必须考虑夹具
- 切削方向朝向机床工作台,稳定性最高,其次是直接安装在工作台上的刚性支架
ISO M材料的加工挑战
应用
- 开式和闭式型腔铣削
- 满槽铣和螺旋坡走铣孔
- 长悬伸型腔铣
- 小吃刀量方肩铣
- 多任务车铣
挑战
- 切屑成形
- 刀片安全性和可靠性
- 长悬伸加工
- 可预测且可重复的刀具寿命
CoroMill®MS20 解决方案
- 使用M-M20槽型实现粘性材料切屑的出色成形和排出
- M-M30 的槽型在使用强度更高的材料 (双相不锈钢) 时具有更高的安全性。刀片的槽型具有更高的刃线强度,因此在稳定的工序中可获得更高的生产率 (高切削参数)
- 在长悬伸应用中使用E-L50槽型,其切削刃更锋利,因此切削更轻快,有助于减少振动
- 坚固的刀杆设计可确保更优的稳定性和更小的偏斜
- 两个切削刃的刀具寿命相同,M-M20 的槽型可提供可预测的渐进磨损特性,特别是在奥氏体不锈钢中
ISO S材料的加工挑战
应用
- 开式和闭式型腔铣削
- 满槽铣和螺旋坡走铣孔
- 长悬伸型腔铣
- 小吃刀量方肩铣
- 多任务车铣
挑战
- 排屑
- 刀片安全性和可靠性
- 刀具寿命
- 刀体损坏 (切屑剐蹭)
CoroMill®MS20 解决方案
- 使用E-L50槽型实现粘性材料切屑的出色成形和排出
- M-M20和M-M30的槽型可分别为更高强度的钛合金和Inconel的切削提供更高的安全性
- 这些刀片的槽型具有更高的刃线强度,因此在稳定的工序中可获得更高的生产率 (高切削参数)
- 坚固的钢制圆柱直柄设计可确保更好的稳定性和更少的偏斜。改进后的刀体材料可以更好地承受切屑剐蹭
适用于CoroMill® MS20的CoroPlus® Tool Guide

- 若要快速获得契合您具体应用要求的准确刀具推荐,请使用线上刀具选择器CoroPlus® Tool Guide
- 依据刀具、工序、材料和机床,为您的应用选择正确的刀具和参数
- 轻松选择,使用方便
- 支持所有CoroMill® MS20应用范围
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号