
CoroMill® 331
多用途三面刃铣刀具

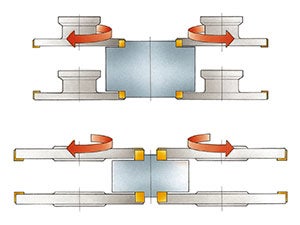
如何在全槽铣三面刃铣刀上设置宽度。
设置
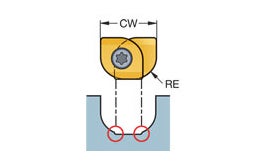
使用大刀尖圆角半径刀片
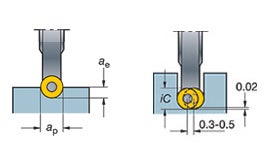
使用圆刀片
对于加工深度大于IC/2的槽,建议将每个刀座盒错开0.5 mm (0.020英寸)



应用技巧
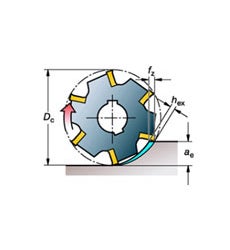
最大切屑厚度
对于切断和铣槽应用,要记住的最重要因素是最大切屑厚度 (hex)。
• 吃刀量与刀具直径之比务必小于30%
• 务必使用最佳hex并考虑ae/DC比率,以免在过低切屑厚度区域操作,导致工件刮蹭而不是剪切
• 正确的hex值可确保良好的切削作用以及更出色的表面质量和更长的刀具寿命

材质选型
• 将PVD材质作为切槽应用的首选
• 将CVD材质作为单侧铣应用的首选

减少重叠问题
• 使用切屑刃长度更短的Tailor Made定制刀片
• 降低重叠区域的磨损
• 更好的切屑控制,减少高达10%的功耗
建议
刀体选择
- 该铣刀按照应用范围命名,如全槽铣和面铣、单侧铣和面铣、背铣等。
- 对于规定的ar,使用最小铣刀直径确保最佳稳定性
- 对于固定直径,可使用高zn的铣刀确
- 保更高生产率
全槽铣三面刃铣刀
| 右手型刀具 | |
| 右手型刀座盒 |

|
| 左手型刀座盒 | |
单侧铣刀
| 主轴正传R | 主轴反转L | ||
| R型铣刀 R331.52…R R型刀座盒 |
 |
L型铣刀 L331.52…L L型刀座盒 |
|
| R型铣刀 R331.52…L L型刀座盒 |
L型铣刀 L331.52…R R型刀座盒 |
||
| R型铣刀 R331.52 |
L型铣刀 L331.52 |
||
| L型铣刀 L331.52 |
R型铣刀 R331.52 |
||
切削刃长度
选择三面刃铣刀进行切槽时,始终推荐最小宽度的铣刀。优化2个刀片的重叠部分对于稳定加工十分关键。
刀座盒选择

单侧铣

三面刃铣刀

注意:使用8刃方刀片时,铣刀直径DC将增加3.2 mm (0.126英寸)。
首选刀片
三面刃铣刀 
| 粗加工 | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| 半精加工 | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| 精加工 | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
这些建议适用于所有材料组 (ISO-S除外) 的干式加工,ISO-S建议采用湿式加工。如果是湿式加工,考虑PVD涂层牌号。
单侧铣和双侧铣 
| 粗加工 | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| 半精加工 | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| 精加工 | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
这些建议适用于所有材料组 (ISO-S除外) 的干式加工,ISO-S建议采用湿式加工。如果是湿式加工,考虑PVD涂层牌号。
槽型选择
| 简单、良好的工况 | 困难、恶劣的工况 | ||||
|
| |||||
| 锋利程度 | 韧性 | ||||

|

|

|

|

|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
切削参数
| 订货号 | ISO材料 | fz | hex | ||
| 初始值 | 最小值-最大值 | 初始值 | 最小值-最大值 | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号