
CoroTap® 400
CoroTap 400是一种无切屑的高速挤压丝锥,适用于钢、不锈钢、铝和耐热合金材质的通孔和盲孔。为适应一系列应用,可提供带和不带油槽,以及各种直径、材质、涂层和螺纹形式的通用和优化挤压丝锥。
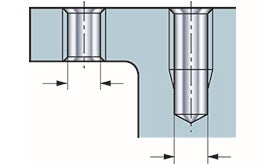
孔
计算底孔尺寸时,使用适合挤压丝锥的公式。
D = 孔直径 (mm ,英寸)
TD = 标称螺纹直径 (mm ,英寸)
TP = 螺距 (mm ,英寸)

零件
当对孔进行分析时,查看工件材料、零件形状和数量。
机床
机床影响: 务必考虑:


应用技巧




何时以及为何使用CoroTap 400
- 适用于钢、不锈钢和铝
- 可用于各种类型的孔
- 螺纹深度可达3.5倍直径
- 无切屑螺纹加工解决方案
- 提高某些材料 (例如铝) 的螺纹强度
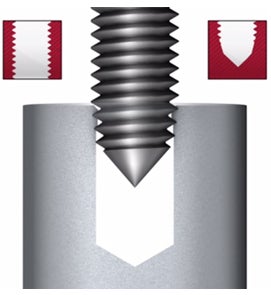
为何使用挤压丝锥?
- 比切削丝锥更快
- 通常能够实现更长的刀具寿命
- 一把刀具既可用于通孔,又可用于盲孔
- 稳定的设计 = 更低的断裂风险
- 无切屑
- 快速换刀
- 冷加工硬化可确保更高的螺纹强度
- 非常好的螺纹表面
建议


加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号