
CoroDrill® 861
CoroDrill® 861在深孔钻削时实现高稳定性加工,具备高速高效的特点,钻孔深度可达30倍刀具直径。
刀柄
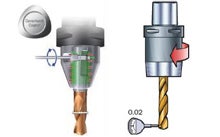
生产率不仅受到材质和结构的影响,同时也取决于能否牢固、精确地夹紧刀具。为实现最佳的加工稳定性和孔质量,请始终应用Coromant Capto或CoroChuck 930,使钻头长度最短及悬伸最短。
冷却液
冷却液供应会影响: 对于最大孔深大于3 x DC的应用以及为了避免切屑堵塞,必须使用内冷却液。

机床
机床会影响: 务必考虑:

刀具跳动量
高效孔加工的重要因素。
应用技巧

CoroDrill 861-GM
- 如需延长刀具寿命,请避免使用最高速度
- 避免使用低进给率
- 通过应用乘以0.1的系数以降低进给,进行交叉孔出口及角度面钻削
- 速度和进给以及方法仅作为起始的速度,进给及方法使用。最终配置将取决于应用
- 重要的是应用加工策略

CoroDrill 861-GP
- 推荐用在钻削深度大于12xD的钻头

建议
导向策略
深孔钻系列配有一个高性能定心钻补充系列。
定心钻设计用于与深孔钻一起工作,以实现最大钻头定位精度和最小孔跳动量。由于刀体公差达到p7,实施定心钻策略还可延长深孔钻的刀具寿命。



产品范围
| 长度直径比 |
直径,mm (英寸) |
冷却液 | 槽型 | 刀柄类型 | 材质 |
| 12 | 3−20 (0.118−0.787) |
内部 | -GM | DIN 6535 HA | GC34 |
| 15 | 3−12 (0.118−0.472) |
内部 | -GM | DIN 6435 HA | GC34 |
| 20 | 3−12 (0.118−0.472) |
内部 | -GM | DIN 6535 HA | GC34 |
| 30 | 3−8 (0.118−0.315) |
内部 | -GM | DIN 6535 HA | GC34 |
| 定心钻 | 3−12 (0.118−0.472) |
内部 | -GP | DIN 6535 HA | GC34 |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号