
CoroDrill® 880
可转位刀片钻头
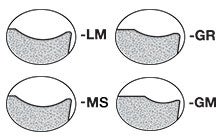
选择刀片槽型
-LM - 通用断屑槽
- 低切削力
- 加工低碳钢时的首选
- 低到中等进给
-GR
- 加工合金钢和ISO-K材料时的首选
- 中等到高进给
-MS
- 加工ISO-M和ISO-N材料时的首选
- 锋利的切削刃和低切削力。
-GM
- 低切削力
- 低到中等进给

选择材质
4334
- 在正常工况下加工ISO-P和K材料时的首选
- 稳定工况下的ISO-M应用中的补充选择
4324
- 加工ISO-P和K材料时的高耐磨性选择
4344
- 能够加工各类材料的安全材质。
2044
- 加工ISO-M材料时的首选
- 加工ISO-S材料时的补充选择
N124
- 金刚石涂层
- 加工ISO-N材料时的首选
H13A
- 无涂层材质

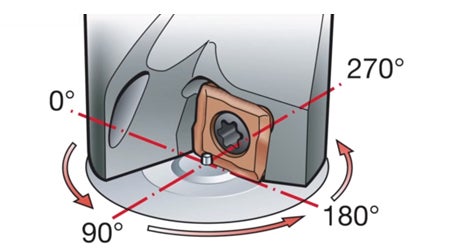
刀具维护技巧
使用扭矩扳手和二硫化钼确保刀片安全固定。定期更换刀片螺钉,确保刀片座清洁并且不存在可能导致刀片偏移的障碍物。

应用指南


为您提供便利的应用程序



建议
选择正确的刀片和材质组合
| 首选 | 补充选择 | ||||
| 中心刀片 | 周边刀片 | 中心刀片 | 周边刀片 | ||
| 低碳钢 | P | -LM 1044 | -LM 4334 | -LM 1044 | -LM 4324 -LM 4344 |
| 低合金钢 | P | -GR 1044 | -GR 4334 | -GR 1044 | -GR 4324 -GR 4344 |
| 不锈钢 | M | -LM 1144 | -MS 2044 | -LM 1044 | -LM 4344 |
| 铸铁 | K | -GR 1044 | -GR 4334 | -GR 1044 | -GR 4324 -GR 4344 |
| 有色金属 | N | -LM N134 | -MS N124 | -LM H13A | -LM H13A |
| 高温合金 | S | -LM 1044 | -LM 4344 | -LM 1144 -LM H13A |
-MS 2044 -LM H13A |
| 淬硬钢 | H | -GM 1044 | -GM 4344 | -GR 1044 | -GR 4344 |
亮点

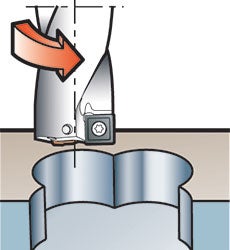
一步加工出高质量的孔
CoroDrill 880设计有坚固的钻体以及中心和周边刀片,并且采用山特维克可乐满特有的Step Technology™技术,可确保切削力的完美平衡。

CoroDrill® 880为Valmet (维美德) 提供了哪些帮助
了解Valmet (维美德) 愿意接受提议来试用我们新开发的新型CoroDrill™ 880的原因,这款改进的钻头拥有的特点有可能解决该公司当时正在面临的问题。
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号