
CoroDrill® 870
CoroDrill® 870可换头钻头可节省时间、提高生产率,降低单孔成本。CoroDrill 870可根据您的需求量身定制,可在实现H9-H10孔公差前提下对刀体直径范围、台阶钻和更长的钻削深度进行优化设计。

选择钻尖
PM 4334 - 加工ISO P、N材料和钛合金的首选 MM 2334 - 加工ISO M材料和Inconel的首选 KM 3334 - 加工ISO K材料的首选 GP 4334 - 适用于所有ISO材料的导向钻刀头
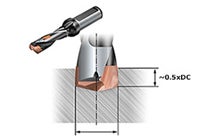
深孔钻削策略
当钻削深度大于6xD的孔时,为了获得最佳的孔质量,需要一个导向孔。

刀柄
可以在生产效率、刀具寿命、孔质量和可靠性方面获得最佳的刀具性能。将跳动量最小化非常有必要。
要最小化跳动量,请使用带有密封夹套的CoroChuck 930。

刀片安装
为了快速而简单地安装刀具,可向下轻按刀头,使其朝向支撑面,同时以钻体上标示的推荐扭矩拧紧螺钉。
最好使用扭矩扳手进行操作,以确保刀头被安全固定好。
应用技巧



建议
内冷却液
- 为实现安全排屑,建议使用内冷却液
- 请使用充分的切削液流量并采纳您的乳化液供应商关于浓度的建议

冷却液建议
- 钻削深孔时,务必供应足够的冷却液流量以确保排屑正常
- 根据相邻的图片提供推荐的最小切削液流量水平

使用尽可能短的钻体
- 尽可短的钻体可增强刚性,从而提高钻削应用中的稳定性和安全性
- 对于需要长悬伸的应用,CoroDrill® 870有能够加长钻体而不增长容屑槽的Tailor Made定制选项

为实现最佳性能的Tailor Made使用技巧
- 刀头上锋利的切削刃降低了进给力和出现积屑瘤的风险
- 圆角半径增强了圆角强度,并可在某些应用中延长刀具寿命。此外,它还可最大限度地减少退刀毛刺。
了解更多信息:
咨询当地的钻削专家,了解有关Tailor Made性能特点的更多信息。

亮点
在旋转应用中最小化刀具跳动量
有关如何减少整体硬质合金和可换头钻头的刀具跳动量的山特维克可乐满应用技巧短片。



应用程序
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号