
CoroBore® BR30
用于实现最高生产率的三刃粗镗刀具
说明

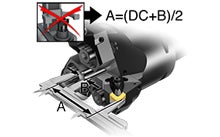
直径调整
如果没有对刀设备,则可通过测量从中心销至刀片的距离并减去中心销直径的一半来调整刀具直径。乘以2可得到有效镗削直径。

扭矩
为了确保使用正确扭矩值锁紧的刀片和刀具,请务必使用扭矩扳手,并用推荐的扭矩拧紧螺钉。

激光标识刻度
接杆上的激光标识刻度可使直径的调整变得更简单。



应用技巧

盲孔
加工盲孔时,确保正确排屑非常重要。
正确的切削参数是确保切屑正确成形的必要因素
检查并确认未出现堵屑或切屑未对刀片产生磨损
冷却液压力和流量应充分满足排屑的需要
立式机床对高效排屑的要求比卧式机床更高
断续切削
断续切削 (例如加工交叉孔) 对刀片的切削条件提出了很高的要求。
选择韧性材质
选择坚固的方形负前角基本形状刀片以提高加工安全性,适用于稳定工况
如果中断情况较为严重,则降低切削参数
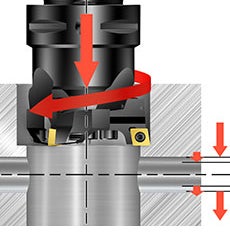
偏心孔
如果预加工孔的中心线与镗削刀具的中心线不同心,则孔有一侧的切深会很大。
为了能够在这些应用中实现大切深,阶梯镗削是一种理想的解决方案。不对称的切削力可能使刀具弯曲,并产生小的剩余偏心或振动,特别是使用长悬伸刀具时。

夹砂
铸件中的夹砂会增加刀片的磨损。
建议:
• 选择韧性材质
• 降低切削参数
• 选择坚固的方形负前角基本形状刀片,以提高加工安全性并最大限度地减少磨损。
建议
切削参数
粗镗的一般推荐值:
- 起始数据:短悬伸时的vc为200 m/min (适用于刀片盒上的vc大于vc 200 m/min时)。查看刀片盒上的进给和切深推荐值
- vc = 标签上推荐值的50%。如果出现振动,则降低切削速度并提高进给。不要同时使用推荐的最大进给和ap最大切深。
机床限制因素:
请务必
确保机床能够提供特定镗削加工所需的扭矩和功率。
切削参数:CoroBore® 111
| 订购代码 | 材质 | 进给范围 (fn) | 切削深度 (ap) | 切削速度 (vc) | ||||||
| 最小值 | 最大值 | 推荐值 | 最小值 | 最大值 | 推荐值 | 最小值 | 最大值 | 推荐值 | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
拧紧扭矩
刀片螺钉
| ISO | ANSI | 非ISO | 代码 | 尺寸 | Torx Plus | Nm | 英尺磅 |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | 90°刀片 | 84°刀片 | |||||||||||
| 尺寸 | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | 英尺磅 | 螺钉尺寸 | ISO | ANSI | 非ISO | Nm | 英尺磅 | 螺钉尺寸 |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M4 | SP06 | 9 | 6.6 | M4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6.6 | M5 | SP08 | 9 | 6.6 | M5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M6 | SP08 | 16 | 11.8 | M6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M6 | SP12 | 16 | 11.8 | M6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M6 | SP12 | 16 | 11.8 | M6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M6 | SP12 | 16 | 11.8 | M6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M8 | SP12 | 38 | 28 | M8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M8 | SP12 | 38 | 28 | M8 | |||
| F | 106 | 122 | CC12;CN12 | CC43 | 75 | 55.3 | M10 | SN12 | SN43 | SP13 | 75 | 55.3 | M10 |
| 121 | 137 | CC12;CN12 | CC43 | 75 | 55.3 | M10 | SN13 | SN44 | SP14 | 75 | 55.3 | M10 | |
| G | 136 | 152 | CC12;CN12 | CC43 | 75 | 55.3 | M10 | SN14 | SN45 | SP15 | 75 | 55.3 | M10 |
| 151 | 167 | CC12;CN12 | CC43 | 75 | 55.3 | M10 | SN15 | SN46 | SP16 | 75 | 55.3 | M10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M10;M12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M10;M12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M10;M12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M10;M12 | |
刀柄
为镗削工序选择刀柄时,抗弯刚度和扭矩传递是最重要的因素。应始终首选带Coromant Capto接口的刀具,该接口具有出色的重复定位精度和市面上最好的稳定性。
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号