
CoroBore® BR20
灵活调整的双刃粗镗刀具


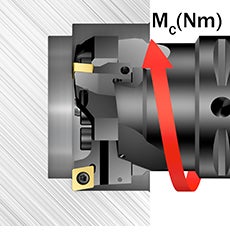
扭矩
为了确保正确的刀片和刀具组装扭矩,请务必使用扭矩扳手,并用推荐的扭矩拧紧螺钉。

夹紧
不能将Silent Tools™减振刀具直接置于夹具体上夹紧。

激光标刻刻度
接杆上的激光标刻刻度可使直径的设置变得更简单。




应用技巧

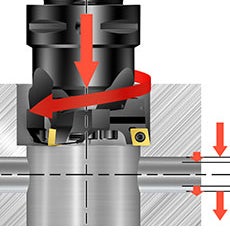
背镗的刀具安装
从顶部切削液出口拆下平头螺钉,然后将其安装到下部切削
液出口中,以获得正确的冷却液位置
将刀夹旋转180°
需要时,使用滑块加长件
反转旋转方向

盲孔
加工盲孔时,确保正确排屑非常重要。
正确的切削参数是确保切屑正确成形的必要因素
确保/检查并确认未出现堵屑或切屑未对刀片产生磨损
冷却液压力和流量应充分满足排屑的需要
立式机床对高效排屑的要求比卧式机床更高
断续切削
断续切削 (例如加工交叉孔) 对刀片的切削条件提出了很高的要求。
选择韧性材质
选择坚固的方形负前角基本形状刀片以提高加工安全性,适用于稳定工况
如果中断情况较为严重,则降低切削参数
低功率机床
粗镗时,确保机床具有特定镗削应用所需的功率和扭矩。进给、刀片数、孔径和切深是主要的影响参数。
建议
粗镗的一般推荐值:
- 起始参数:短悬伸时vc为200 m/min (在刀片盒上推荐的vc大于vc 200 m/min时适用)。查找刀片盒上的进给和切削深度推荐值
- vc = 标签上参数推荐值的50%。如果出现振动,则降低速度并增加进给。不要同时使用最大推荐进给和ap。
- 有效长径比 (ULDR) =
- 镗削深度LU/镗削直径DC
切削参数:CoroBore® 111
| 订购代码 | 材质 | 进给范围 (fn) | 切削深度 (ap) | 切削速度 (vc) | ||||||
| 最小值 | 最大值 | 推荐值 | 最小值 | 最大值 | 推荐值 | 最小值 | 最大值 | 推荐值 | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 12.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
拧紧扭矩
刀片螺钉
| ISO | ANSI | 非ISO | 代码 | 尺寸 | Torx Plus | Nm | 英尺磅 |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
最大切削扭矩和最高转速
| 套件产品代码 | 接杆 | 最大切削扭矩 | 最高转速 | |
| Nm | 英尺磅 | |||
| BR20D-29CC06F/SP06Y-C4L | C4-BR20D-A-189 | 100 | 74 | 15000 |
| BR20D-36CC06F/SP06Y-C3L | C3-BR20D-B-205 | 165 | 122 | 11000 |
| BR20D-45CC09F/SP08Y-C3L | C3-BR20D-C-208 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C4L | C4-BR20D-C-257 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C6L | C6-BR20D-C-284 | 290 | 214 | 11000 |
| BR20D-56CC09F/SP08Y-C4L | C4-BR20D-D-207 | 350 | 258 | 12000 |
| BR20D-56CC09F/SP08Y-C5L | C5-BR20D-D-323 | 350 | 258 | 7000 |
| BR20D-56CC09F/SP08Y-C6L | C6-BR20D-D-350 | 350 | 258 | 8000 |
| BR20D-71CC12F/SP12Y-C5M | C5-BR20D-E-282 | 580 | 428 | 7000 |
| BR20D-71CC12F/SP12Y-C6M | C6-BR20D-E-382 | 580 | 428 | 7000 |
| BR20D-90CC12F/SP12Y-C6M | C6-BR20D-F-380 | 780 | 575 | 5000 |
| BR20D-90CC12F/SP12Y-C8M | C8-BR20D-F-480 | 780 | 575 | 4000 |
| BR20D-116CC12F/SP12Y-C8S | C8-BR20D-G-388 | 940 | 693 | 5000 |
| BR20D-116CC12F/SP12Y-C8M | C8-BR20D-G-478 | 940 | 693 | 4000 |
| BR20D-150CC12F/SP12Y-C8M | C8-BR20D-H-478 | 1000 | 738 | 4000 |
CoroBore® BR20/采用Silent Tools™技术的CoroBore® BR20
| 90°刀片 | 84°刀片 | ||||||||||
| 尺寸 | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | 英尺磅 | 螺钉尺寸 | 非ISO | Nm | 英尺磅 | 螺钉尺寸 |
| A | 23 | 29 | CC06 | CC2 (1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| B | 28 | 36 | CC06 | CC2 (1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| C | 35 | 45 | CC09 | CC3 (2.5) | 9 | 6,6 | M5 | SP08 | 9 | 6,6 | M5 |
| D | 44 | 56 | CC09 | CC3 (2.5) | 16.0 | 11.8 | M6 | SP08 | 16.0 | 11.8 | M6 |
| E | 55 | 71 | CC12 | CC43 | 38.0 | 28.0 | M8 | SP12 | 38.0 | 28.0 | M8 |
| F | 70 | 90 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| G | 89 | 116 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| H | 115 | 150 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
刀柄
为镗削工序选择刀柄时,抗弯刚度和扭矩传递能力是需要考虑的最重要因素。应始终首选带有Coromant Capto®接口的刀具,它们具有出色的重复性和市场上最好的稳定性。在Silent Tools™接杆与机床主轴之间只能使用一个加长接柄。
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号