
CoroBore® BR10
单刃粗加工背镗刀具

背镗考虑因素
背镗时,直径范围将改变。注意确保总成的伸出长度不会导致任何碰撞。

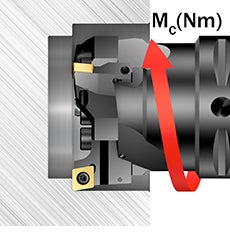
扭矩
为了确保正确的刀片和刀具组装扭矩,请务必使用扭矩扳手,并用推荐的扭矩拧紧螺钉。

更换磨损的部件
更换磨损或损坏的螺钉、垫圈和盘形弹簧。建议在每第5次夹紧滑块时更换所用的盘形弹簧,以使预夹紧功能保持可用,同时在预安装器中设置直径。

每年润滑一次
每年至少用油润滑所有部件一次。



应用技巧
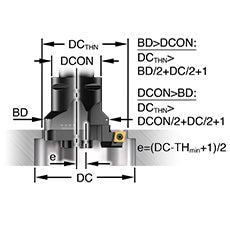
首要考虑因素
确保镗削刀具能够穿过带肩孔,且镗削刀具的前部不会与工件发生碰撞。背镗时,镗削刀具应配置为能够穿过最小直径为DC/2 + BD1/2的孔。

背镗的刀具安装
从顶部切削液出口拆下平头螺钉,然后将其安装到下部切削
液出口中,以获得正确的冷却液位置
将刀夹旋转180°
需要时,使用滑块加长件
反转旋转方向
低功率机床
粗镗时,确保机床具有特定镗削应用所需的功率和扭矩。进给、刀片数、孔径和切深是主要的影响参数。
建议
切削参数
粗镗的一般推荐值:
- 起始参数:短悬伸时vc为200 m/min (在刀片盒上的vc大于vc 200 m/min时适用)。检查刀片盒上的进给和切削深度推荐值
- vc = 标签上参数推荐值的50%。如果出现振动,则降低速度并增加进给。不要同时使用最大推荐进给和ap。
拧紧扭矩
刀片螺钉
| ISO | ANSI | 非ISO | 代码 | 尺寸 | Torx Plus | Nm | 英尺磅 |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR10
| 90°刀片 | |||||||
| 尺寸 | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | 英尺磅 | 螺钉尺寸 |
| A | 32 | 38 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 |
| B | 37 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 |
| C | 44 | 54 | CC06 | CC2(1.5) | 9 | 6.6 | M5 |
| D | 53 | 65 | CC06 | CC2(1.5) | 16 | 11.8 | M6 |
| DX | 64 | 76 | CC09 | CC3(2.5) | 16.0 | 11.8 | M6 |
| E | 75 | 91 | CC12 | CC43 | 38.0 | 28.0 | M8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55.3 | M10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55.3 | M10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55.3 | M10 |
刀柄
为镗削工序选择刀柄时,抗弯刚度和扭矩传递是需要考虑的最重要因素。应始终首选带有Coromant Capto®接口的刀具,它们具有出色的重复性和市场上最好的稳定性。
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号