

391.37A/B - R429U镗杆
需要:
- 刀具预安装器
精镗头391.37A/B
 | |
| 391.37A | 391.37B |
安装镗杆
- 将夹套安装至镗头 (如要使用夹套)。
- 将夹套上的线与镗头上的线对齐 (如要使用夹套)。
- 将镗杆安装至镗头/夹套。
- 将切削刃与镗头上的线对齐。
- 确保镗杆未伸出超过图中刀柄上划线圆的指示 (适用于16 mm (0.63英寸)、
20 mm (0.79英寸) 和25 mm (0.98英寸) 镗杆)。 - 将夹紧螺钉拧紧至推荐扭矩。点击下表以获得夹紧螺钉的推荐拧紧扭矩。

刀具调整
- 安装刀片。
- 将刀具预安装器设置至所需直径,并将刀具置于刀具预安装器中。
- 旋转刀具以获得显示的最大直径,并松开调整机构的锁紧螺钉。
- 逆时针转动刻度盘缩回镗杆以便进行从小直径至大直径的调整。
- 通过顺时针转动刻度盘调整直径。(注意:对于391.37B,还应调整配重。参见下面的信息)。
- 将锁紧螺钉拧紧至推荐扭矩。点击下表以获得夹紧螺钉的推荐拧紧扭矩。
- 检查刀具预安装器中刀具的直径和长度。如有可能,将刀具参数传输至机床控制系统。

警告 - 避免损坏刀具!
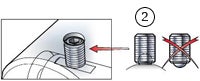
一定要先松开锁紧螺钉 (1) 才可以调整直径。
确保球的平面 (不是球面) 朝向横向滑块 (2)。不要超出直径调整极限 (3)。
调整配重
- 松开配重调整机构的锁紧螺钉。
- 确定所选镗杆。
- 确定所选的待加工直径。
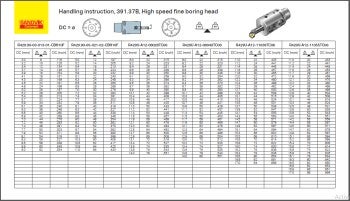
- 查找调整值,参见“T-Max U精镗单元的安装尺寸”章节。
- 转动调整刻度盘,直到调整值与基准线对齐。
- 将锁紧螺钉锁紧。
示例 (参见下面的调整值表)
镗杆 R429.90-14-040-09-AC
- DC = 18.1 mm
- 平衡值 = 56
最小夹紧长度
刀柄直径为16、20和25 mm (0.63、0.79和0.94英寸) 的镗杆具有指示最小夹紧长度 (最大悬伸) 的划线圆。刀柄直径为12 mm (0.47英寸) 的镗杆 (没有划线圆) 应尽可能深地安装至精镗头中。有关精镗头的安装和调整,请参见调整值表
| 最小夹紧长度 | 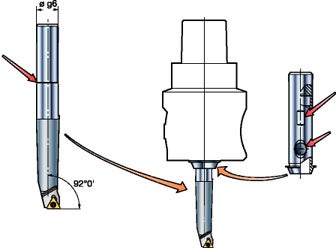 | 夹紧夹套 |
通孔 | ||
| 夹紧穿过夹套孔的镗杆 |
