
CoroBore® 825
用于高精度镗削的精镗刀具
CoroBore® 825
必要仪器:刀具预调仪(对刀仪)

安装刀夹

安装背镗刀夹
注意:当使用加长滑块时,必须使用随加长滑块一同提供的加长螺钉!背镗削时,必须设置机床主轴反向旋转!检查刀具长度和接杆长度。确认反镗刀具最小过孔尺寸小于工件过孔尺寸,且镗刀前部不会与工件或夹具发生干涉。

刀具直径调整
注意:对于CoroBore® 825 EH,调整范围为:
C3,刀柄04、06、08 = 1 mm,径向
C4,刀柄10 = 1.5 mm,径向
采用Silent Tools™技术的CoroBore® 825背镗刀具
加长滑块用于增加刀具直径范围或连接背镗刀夹
- 为了避免刀片与刀体发生干涉,需要一个附加的加长滑块
- 可为切削刃提供与正向镗削相同的内冷方式

|
正镗 直径范围 mm (英寸) |
背镗 直径范围 mm (英寸) |
背镗刀夹套件 (包括1个刀夹、1个加长滑块) |
背镗刀夹产品代码 | 加长滑块产品代码 |
| 19–36 (0.748–1.417) |
31–48 (1.220–1.890) |
825A-TC06U-BW | L825A-AF11STUC06T1 | 825A-030A |
| 35–56 (1.378–2.205) |
48–69 (1.890–2.717) |
825B-TC06U-BW | L825B-AF15STUC06T1 | 825B-036A |
| 55–167 (2.165–6.575) |
69–181 (2.717–7.126) |
825C-TC09U-BW | L825C-AF20STUC0902 | 825C-048A |
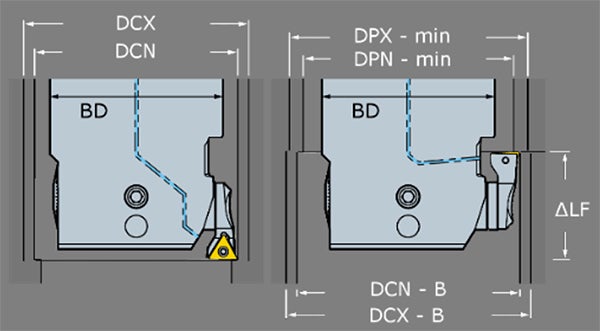
背镗刀夹
使用背镗刀夹和一个加长滑块来改变刀具的加工直径范围。
mm | |||||||||
接杆型号 |
BD1 |
正向镗削 |
加长滑块 |
使用一个加长滑块和背镗刀夹
| |||||
DCN |
DCX |
DCN-B |
DCX-B | 最小
|
最小 |
刀具∆LF |
|||
| 18 | 18 | 19 | 23 | 3 | 31 | 35 | 24.5 | 26.5 | -22 |
| A | 20 | 23 | 29 | 3 | 35 | 41 | 27.5 | 30.5 | -22 |
| B | 25 | 28 | 36 | 3 | 40 | 48 | 32.5 | 36.5 | -22 |
| C | 32 | 35 | 45 | 3.6 | 48 | 58 | 40 | 45 | -32 |
| D | 40 | 44 | 56 | 3.6 | 57 | 69 | 48.5 | 54.5 | -32 |
| E | 50 | 55 | 70 | 4.8 | 69 | 84 | 59.5 | 67 | -43 |
| F | 63 | 69 | 87 | 4.8 | 83 | 101 | 73 | 82 | -43 |
| G | 80 | 86 | 107 | 4.8 | 100 | 121 | 90 | 100.5 | -43 |
| H | 100 | 106 | 137 | 4.8 | 120 | 151 | 110 | 125.5 | -43 |
| I | 130 | 136 | 167 | 4.8 | 150 | 181 | 140 | 155.5 | -43 |
英制 |
|||||||||
接杆型号 |
BD1 |
正向镗削 |
加长滑块 |
使用一个加长滑块和背镗刀夹 |
|||||
DCN |
DCX |
DCN-B |
DCX-B |
最小 |
最小
|
刀具∆LF | |||
| 18 | 0.709 | 0.748 | 0.905 | 0.118 | 1.220 | 1.378 | 0.964 | 1.043 | -0.866 |
| A | 0.787 | 0.906 | 1.142 | 0.118 | 1.378 | 1.614 | 1.083 | 1.201 | -0.866 |
| B | 0.984 | 1.102 | 1.417 | 0.118 | 1.575 | 1.890 | 1.280 | 1.437 | -0.866 |
| C | 1.260 | 1.378 | 1.772 | 0.142 | 1.890 | 2.283 | 1.575 | 1.772 | -1.260 |
| D | 1.575 | 1.732 | 2.205 | 0.142 | 2.244 | 2.717 | 1.909 | 2.146 | -1.260 |
| E | 1.968 | 2.165 | 2.756 | 0.190 | 2.717 | 3.307 | 2.343 | 2.638 | -1.693 |
| F | 2.480 | 2.717 | 3.425 | 0.190 | 3.268 | 3.976 | 2.874 | 3.228 | -1.693 |
| G | 3.150 | 3.386 | 4.213 | 0.190 | 3.937 | 4.764 | 3.543 | 3.957 | -1.693 |
| H | 3.937 | 4.173 | 5.394 | 0.190 | 4.724 | 5.945 | 4.331 | 4.941 | -1.693 |
| I | 5.118 | 5.354 | 6.575 | 0.190 | 5.905 | 7.126 | 5.512 | 6.122 | -1.693 |


如何调整精镗头
- 松开滑块
- 调整直径
- 锁紧滑块
- 检查结果
注意:务必从较小直径向较大直径调整尺寸。如果超过想要的调整尺寸,则回调一定的距离,并再次从较小尺寸调整到设置的直径。从而消除调整机构中的反向间隙。

调整精镗头刻度盘
- 刻度盘旋转一整圈将使刀片径向移动0.25 mm (0.010英寸),即直径的0.5 mm (0.02英寸)
- 刻度盘有50个分度,代表直径的0.010 mm (0.0004英寸)。游标有5个分度,使其能够以0.002 mm (0.00008英寸) 为增量调整直径
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号