
镗孔

镗削是一种扩孔或改进现有孔质量的加工工艺。对于镗孔,无论粗镗还是精镗,都有多种灵活的刀具系统用于宽泛的孔径的加工。
镗孔的初始考虑因素
这些初始考虑因素将影响镗削刀具的选择及其在镗孔时的应用方式。
孔
孔的质量影响工序类型和刀具选择。
考虑孔尺寸、限制因素和质量要求:
- 镗削直径
- 深度
- 公差、表面质量、位置和直线度
- 孔类型

通孔

盲孔
阶梯孔

交叉孔/断续切削
确定工序类型是粗镗还是精镗:
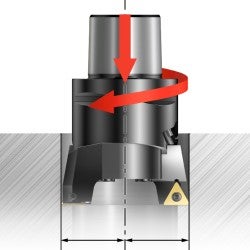
粗镗
加工现有孔,重点是去除金属,从而为精镗做好准备。现有孔采用钻削、铸造、锻造孔,以及火焰切割等方法加工而成。适用于大于等于IT9的孔公差。
精镗
加工现有孔,以获得严密的孔公差和高表面质量。小切深,通常小于0.5 mm (0.020英寸)。适用于IT6-IT8的孔公差。
粗镗

精镗
零件
确定要加工的工件类型。
形状和质量:
- 材料是否有良好的切削加工性和断屑性能?
- 工件是否稳定或是否存在导致振动的薄壁部分?
- 是否需要刀具加长杆才能加工孔?
- 工件是否可靠固定?需要考虑哪些稳定性问题?
- 零件是否围绕孔对称旋转,即能否在车床中加工孔?
- 批量大小 - 批量生产 (实践证明经过优化的非标刀具能够最大限度地提高生产率) 还是单个孔加工?
材料:
- 切削加工性
- 断屑
- 硬度
- 合金元素
机床

重要的机床考虑因素:
- 主轴接口
- 机床能力
- 主轴转速 (rpm),对于小直径孔加工是否足够?
- 冷却液供应和压力,冷却液流量和压力是否足够?
- 工件的夹紧情况,是否足够稳定?
- 卧式还是立式机床?卧式机床能够实现更好的排屑
- 功率和扭矩,功率对于大直径孔加工以及3刃镗削刀具是否足够?
- 刀库,空间是否有限?

