
最佳实例 - 主轴
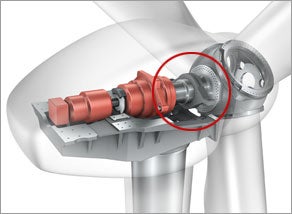
主轴将轮毂的旋转运动传递到变速箱中
,
通常最大转速为
20 rpm
。
主轴由轴承支撑
,
内部中空
,
用于承载液压管道和电缆
。
来自转子的大扭矩需要通过主轴来传递,
因此要求主轴具有大、重且异常坚固的特性。
常见主轴
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- 坯重22吨
- 加工后14吨
- 去除的材料量8吨
- 加工时间: 30-40 个小时
- 采用法兰锻压
- 典型材料:
- 主轴实例(2MW):
- 尺寸示例:
- 大直径: 1,800mm,小直径:400mm
- 长度: 3,500 mm
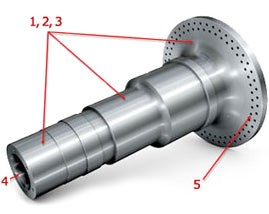
工件
- 大直径: 1.8米
- 小直径: 0.4米
- 长度: 3.5米
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- 锻件硬皮
- 干式加工
- 直径:
- 材料:
- 冷却液:
- 挑战:
- 由于锻压和夹紧引起的尺寸不一致而导致间断
| 可乐满 Capto C10 重载用刀柄 |
| SCMT 380932-R5 |
| GC4235 |
| 最大可达 30 mm |
| 40-90 m/min |
| 1.2-1.8 mm/rev |
车削
重载粗加工
T-MAX
®
P
概念在高效车削中能发挥巨大作用。
精心设计的刀片槽形确保了顺畅的断屑。
采用适合于您加工应用的先进材质,能在高进给和干切削条件下获得最佳金属去除率。
使用可乐满 Capto刀柄系统,在大大提高生产效率的同时可获得更高的精度和稳定性。
模块化系统在车削、铣削、钻削及镗削中都保持同样高效。
在不同的应用场合及机床上,可采用相同的切削单元和接柄,这样就能用一种刀具系统进行标准化加工,从而大大减少了库存。
| 刀柄 | 可乐满 Capto |
| 刀片 | DNMX 150616-WMX |
| 材质 | GC4215 |
| 切深 (ap) | 2-3 mm |
| 切削速度 (Vc) | 160-220 m/min |
| 进给率 (fn) | 0.5-0.8 mm/rev |
车削
精加工
可乐满
Capto®
刀柄也是精加工工序的首选
。
为获得最佳生产效率和表面粗糙度,可与材质
GC4215
组合使用。
山特维克可乐满
–
WMX
Wiper
(
修光刃
)
设计巧妙
,
能够在保持表面质量的前提下应用多种进给率
。
钻削
浅孔钻削
只需用
CoroDrill
® 880
代替传统的钻头
,
您便可在同样的时间内钻削出两倍数量的
孔
。
Cor
oDrill® 880
的阶进技术可提供平衡的切削力
,
这一出色的表现能大幅度提高生产效率与孔加工的质量
。
在进行快速孔加工时,借助高性能涂层技术,CoroDrill® 880 更能体现出卓越的加工性能。
孔尺寸 | 刀具直径 (Dc): 39 mm 长度 (L): 140 mm |
钻头 | 880-D3900C5-04 |
中心刀片 | 880-07 04 06H-C-GR |
材质 | GC1044 |
周边刀片 | 880-07 04 W12H-P-GR |
材质 | GC4024 |
切削速度 (Vc) | 200-250 m/min |
进给率 (fn) | 0.15-0.20 mm/rev |
是否使用冷却液 | 是 |
