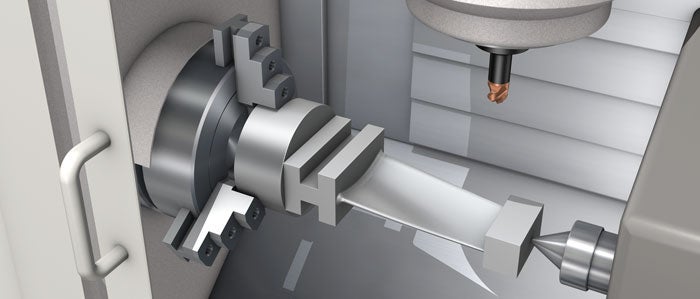
涡轮机叶片

叶片加工达到新的级别
极具竞争性地制造蒸汽轮机和燃气轮机的叶片充满了挑战,加工过程中涉及到金属切削领域大多数要求苛刻的因素:
- 零件材料的切削加工性各不相同 (某些材料质地较差,需要使用专用刀片),
- 需要去除大量材料并且必须确保良好的表面质量 (不会对叶片产生负面影响,例如在残余应力方面),
- 零件形状比较复杂 (某些零件需要采用最佳方法进行先进的CAM编程),
- 叶片在加工期间容易出现振动 (对于长的、纤细的、薄的零件,需要使用轻型切削刀具和具有减振能力的刀具),
- 生产效率非常重要 (大批量生产),
- 必须正确地使用多种不同的刀具 (从简单的面铣到4-5轴仿形加工)。
良好的加工策略加上持续不断的改进,这对于生产效率和后续流程而言至关重要。尤其在涉及旋转叶片时,应对此类挑战的唯一手段就是创新性的刀具与符合要求的应用。
粗加工叶片菱形和叶型(尤其是中等尺寸的叶片)时,从毛坯到获得基本的叶片形状往往成为关注的焦点,因为大部分加工集中于此。许多叶片都使用马氏体不锈钢制成,但也有一部分叶片使用的是双相钢、高温合金和钛金属加工而成。多年来,针对此工序的解决方案层出不穷,但圆刀片铣刀和球头立铣刀已成为现如今的主要方向,此类刀具拥有坚固安全的切削刃,具备形成轮廓的能力,并且其刀具与零件的间隙也令人满意。
当一个铣刀用于菱形粗加工时,足够的刀具吃刀量是确保成功的一个重要因素,目标是60%至80%。要达到此效果,必须应用最合适的刀具直径以及最有利的刀具路径。另外,必须在进给、切削深度、刀片尺寸、槽形和刀片材质、刀片齿距以及产生的切削力之间建立最佳平衡,以确保性能、安全性和效果达到最佳。
粗加工叶根 (尤其是叶根和叶冠定位面 (叶根和叶冠围带) 之间的过渡区域) 是重要的后续工序,因为这也意味着必须去除相当多的材料,但是由于涉及到转角和轴肩,因此不适合于圆形刀片刀具。此时需要非标解决方案来实现高效率。
叶片的半精加工和精加工也需要使用最佳刀具和方法解决方案来确保质量和高效率。通过合理地使用圆形刀片铣刀、整体硬质合金立铣刀以及现代化的面铣刀,运用先进的加工方法,以适合叶片尺寸、形状和机床类型及编程需求,从而成功完成装夹。
叶型

现代设计的涡轮机叶片往往通过复杂的表面几何形状来实现最大效率。因此,加工这些表面需要精心设计的加工策略。
山特维克可乐满提供专有技术和用于叶型粗加工、半精加工和精加工的高质量刀具,包括CoroMill 600、CoroMill 300、CoroMill 316和CoroMill Plura。



叶根和叶冠围带

一直以来,粗加工叶根、叶冠与叶型之间的围带都是一个要求苛刻,又耗时的工序,其中涉及到大量专用刀具。
可转位的锥度球头立铣刀 (订制方案) 将最佳CoroMill技术融入到一个专用的刀具解决方案中,可获得精加工之前的成型表面。使用CoroMill Plura刀具进行精加工。生产率得以大大提高。
叶根和叶冠定位面

对叶根和叶冠定位面进行面铣时,可采用滚入切入工件的方式。刀具偏置中心从而使得切屑在切出时最薄。这样便可减少振动并提高进给率。
CoroMill 490是最新的铣削解决方案,其独特的设计基于刀体大的轴向前角和锋利的正前角切削刃。采用CoroMill490铣削叶根和叶冠平面时,可获得极佳的表面质量。




安装槽

叶片尺寸以及槽位置和形状决定了加工策略。开槽时,使用高进给刀具的方法通常非常有效。
安装槽粗加工的首选是具有坡走铣能力CoroMill 316高进给铣刀。CoroMill Plura(金刚铣)可作为槽精加工的通用解决方案,其切削刃长度可涵盖各种槽深。

新的叶片铣削刀具
CoroMill 600是一款现代的创新型铣刀,是在独特的最新刀具元素平台上开发而成的一项全新设计。此类圆形刀片刀具专为粗加工和半精加工发电业的涡轮机叶片而开发,它造就了一种应对叶片加工挑战的全新方法。
新刀具具有以下四种特点:
- 刀片座接口;由于它对加工可能性有着更广泛的影响,因此最近变得越来越重要。将iLock理念引入到可转位刀片切削刀具中,可确保刀片在刀柄/刀体中精准定位。操作员可戴手套进行转位或更换,可以很容易将刀片旋转就位。精确匹配的导轨和凹槽经过精心的开发设计,拥有最佳的形状和尺寸,对切削刃的稳定性、精度、安全性和夹持能力都具有深远的影响。这就意味着CoroMill 600刀具的刀片不再依赖于刀片座的侧支撑就能实现刀片锁定和转位/固定刀片,从而得以为刀片提供经过优化的全新槽形,这在以前根本就不可能考虑到。此外,在切削作用、沿着刃线的切削槽形变化以及进给率优化方面也开辟了新的视野。
- CoroMill 600的刀体为全新设计,专为曲率铣削进行了优化,例如涉及涡轮机叶片的4轴和5轴铣削。刀体的形状和间隙意味着可以优化刀具路径、提高加工安全性并且改进排屑。刀片不等齿距可以尽量减少振动倾向。
- CoroMill 600不断推出满足轻型切削到中型加工需求的新刀片槽形。这些刀片均通过最新刀片制造工艺直接压制而成。与市场上具有类似槽形的磨制刀片相比,这种轻型切削刀片在性能上毫不逊色,有时甚至更胜一筹。此类刀片具有锋利、正前角但坚固的切削刃,其经过优化的微槽形适用于各种叶片材料。
- 我们已针对CoroMill 600刀具开发了一款新的刀片材质。这是一款专门针对涡轮机叶片铣削而开发和优化的全新CVD涂层的材质,在加工各种马氏体不锈钢叶片时,其性能得到大幅提升。该材质代表了刀片基体、涂层和制造工艺的一种新组合。现代CVD和PVD涂层的刀片材质互为补充,已经被证明了适合所遇到的其他叶片材料,属于成熟的解决方案。
- 高压冷却、空气或微量润滑装置已成为CoroMill 600刀具的一部分。每个刀片座都配备了这种标准的高压(HP)装置,并且通过控制良好的喷嘴改善了切屑形成。对要求更苛刻的材料而言,这是为了通过冷却液喷射形成一个液压楔,对压缩空气来说则是为了改善切屑流和排屑 – 铣削叶片时,如果切削速度相当低,就显得非常关键。

粗加工

独特的刀片座技术
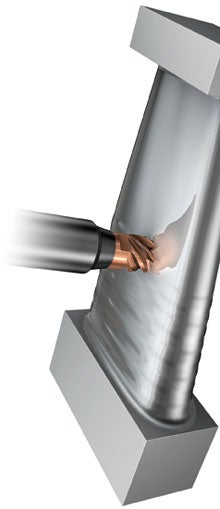
叶型加工
加工过程包括为叶片轮廓半精加工和精加工选择合适的刀具。这些都因叶片尺寸、机床和加工方法而异。为获得最佳效果,选择刀具时需要考虑到材料量和复杂曲面。CoroMill 300 圆形刀片刀具是一种出色的具备五轴加工能力的仿形铣刀,刀体上有适当的间隙,切削时能提供轻型切削作用,广泛用于半精加工。超密齿型铣刀能够进行高进给半精加工,即使有振动,也非常轻微。为获得最佳性能,可以选择具有不同槽形的IC 12mm和8mm的刀片。
对叶型进行半精加工和精加工时,通常采用CoroMill Plura整体硬质合金立铣刀或CoroMill 316可换头式立铣刀进行仿形走刀。半精加工工序将影响最终精加工工序中所达到的表面质量。其目的应当是生成非常规则、均匀分布的切屑,如有必要,可采用两道半精加工工序。振动趋势是影响质量结果的另一个因素,其中质量结果会受到刀具吃刀量、进给、进刀方式以及刀具切削作用的影响。
CoroMill Plura产品系列是采用先进材质的整体式硬质合金立铣刀的现代开发成果,适用于所有零件材料。槽形的发展已考虑到当今机床中的铣削需求。设计了各种各样的槽深并进行了调整以适合各种切口,从而提供最佳核心刚度和空间,以便在叶片加工时进行有效地排屑。
在刀具类型方面,立铣工序基本上以两个有所重叠的应用领域为主,即可转位刀片刀具和整体硬质合金刀具。这些应用范围主要按照刀具直径、工序类型和所需的零件表面质量进行划分。可转位刀片立铣刀对直径没有上限要求,但是出于实际考虑,会有一个下限,通常为12毫米或16毫米;另一方面,整体硬质合金立铣刀的直径可以低至零点几毫米,但是从经济角度考虑通常存在直径上限,约为25毫米。
在工序类型和表面质量方面,可转位刀片刀具是非常灵活并且金属去除率高的刀具,非常适合大多数工序;而整体硬质合金刀具的刀具公差较小,能够提供较高的表面质量和精确度,尤其是在大轴向切深下,由于拥有很长的径向切削刃。因此其性能更为出色。
整体硬质合金刀具是一个完整的精密刀具,从刀柄到切削刃均集成在一起;而可转位刀片刀具则是由两个刀具元件组成,这样便具有广泛的变化和优化可能性。在可转位刀片刀具与整体硬质合金刀具这两个应用范围之间,还有一个与两者均有重叠的潜在应用范围,可作为替代的刀具解决方案。该潜在应用范围既能提供切削刃的可转位性,又具有整体硬质合金刀具适合小到中型尺寸立铣刀直径的优势。
CoroMill 316可换头式立铣刀拥有Plura 整体硬质合金切削刃的精密度,并且在刀头与刀柄之间配备了先进的接口型式。其Plura切削头产品系列的应用范围非常广,其中的刀柄系列能够广泛适用于各种机床。CoroMill 316刀具加工采用平衡设计,因此能够达到相对较高的主轴转速。它不仅刀具性价比高,而且夹持刀具也非常高效。高速和多齿切削头选项的结合能够产生非常高的进给率以及较高的切削速度。这种可换头式立铣刀也更容易使刀具槽形适应于各种工具材料和工况。切削头采用螺旋线和不等齿距设计,可提供良好的加工稳定性并尽可能减少刀具的偏斜倾向。
先进的接口

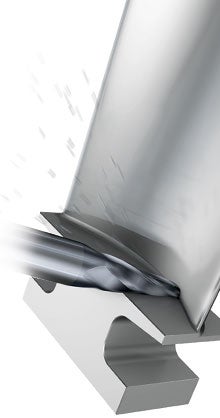
叶片的叶根和叶冠围带区域
包括叶根和叶冠定位面之间的过渡半径区域以及延伸至该区域的表面,此部分的加工通常被视为独立的工序,需要使用专用刀具。粗加工中所需的修铣是一道相当苛刻的工序,该工序要求刀具在后刀面及刀尖啮合期间具有很高的金属去除率。
锥度立铣刀是理想之选,并可根据叶片的不同尺寸用作可转位刀具或整体式硬质合金立铣刀,其中CoroMill Plura提供了一个很好的选择。当提到优化此工序的生产效率时,如果有大量材料需要去除,专用的可转位刀片刀具通常是最佳解决方案。后续工序需要用到球头刀具和长刃刀具 – CoroMill 216和CoroMill 390是最佳之选。
但是,此工序需要使用专用的刀具解决方案。专用锥度球头立铣刀的设计就满足了这种要求,它将CoroMill的最佳技术结合在一起。使用此刀具可以在粗加工菱形毛坯后以及精加工工序开始之前,对叶根和叶冠围带嵌条进行粗铣。在一个工序中 – 或者至少比许多现有解决方案的走刀要少 – 过渡区域已成形准备用于半精加工工序。该刀具可使用标准的可转位刀片进行调整,以适合各种尺寸的叶片。此最新非标刀具设计可为要求苛刻、通常既耗时又消耗刀具的工序提供新的解决方案,显著提高生产效率。
采用锥形球头立铣刀进行粗加工和精加工的最新进展