
CoroTurn® Prime
การกลึงทุกทิศทาง
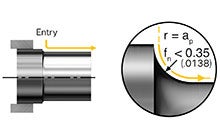
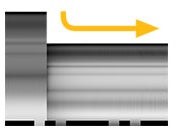
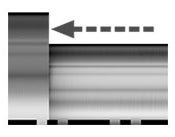
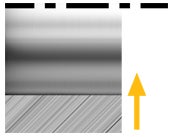
การเข้าชิ้นงาน
ใช้การลดอัตราป้อนและการเข้าโค้งเมื่อต้องเข้าไปในวัสดุชิ้นงานทุกครั้ง และใช้ซอฟต์แวร์ CoroPlus® Tool Path สำหรับ PrimeTurning™ เพื่อปรับแก้โค้ดโปรแกรมและเทคนิคต่างๆ ให้ถูกต้อง
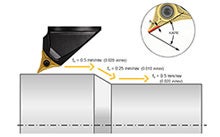
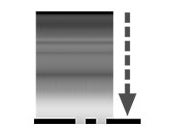
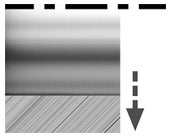
ความหนาของเศษ (hex)
รักษาระดับความหนาของเศษให้คงที่โดยการลดอัตราป้อนเมื่อเลื่อนลงด้านล่าง และใช้ซอฟต์แวร์ CoroPlus® Tool Path สำหรับ PrimeTurning™ เพื่อปรับแก้โค้ดโปรแกรมและเทคนิคต่างๆ ให้ถูกต้อง
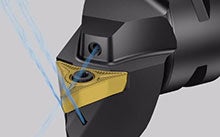
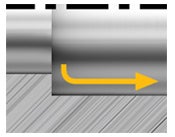
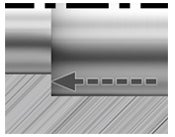
ข้อดีของระบบจ่ายน้ำหล่อเย็น
ระบบจ่ายน้ำหล่อเย็นด้านล่างจะช่วยให้เครื่องมีอายุการใช้งานยาวนานขึ้น ส่วนระบบจ่ายน้ำหล่อเย็นด้านบนจะช่วยให้เกิดเศษบางลง


เคล็ดลับการใช้งาน
รูปแบบการใช้งานค่าการตัดสำหรับแบบ A และแบบ B
| ระยะกินลึก (ap) | |
 |
อัตราป้อน (fn) |
หมายเหตุ: การใช้เม็ดมีดที่สูงกว่า ap และ fn อาจทำให้เกิดการโอเวอร์โหลด ส่วนการใช้เม็ดมีดที่ต่ำกว่า ap และ fn อาจทำให้เกิดเศษยาว
รูปแบบการใช้งานค่าการตัดสำหรับหน้าลายแบบ A

P*) เหล็กกล้าคาร์บอนต่ำความแข็งแรงสูง/เหล็กเหนียว
P**) เหล็กกล้าอัลลอย
M*) เหล็กสเตนเลสออสเทนนิติก
M**) เหล็กสเตนเลสดูเพล็กซ์
K*) เหล็กหล่อแกรไฟต์กลม
K**) เหล็กหล่อเทา
S*) HRSA
S**) ไทเทเนียม
รูปแบบการใช้งานค่าการตัดสำหรับหน้าลายแบบ B

P*) เหล็กกล้าคาร์บอนต่ำความแข็งแรงสูง/เหล็กเหนียว
P**) เหล็กกล้าอัลลอย
M*) เหล็กสเตนเลสออสเทนนิติก
M**) เหล็กสเตนเลสดูเพล็กซ์
K*) เหล็กหล่อแกรไฟต์กลม
K**) เหล็กหล่อเทา
S*) HRSA
S**) ไทเทเนียม
คำแนะนำ
CoroTurn Prime แบบ A
เกรดเม็ดมีด
| ลักษณะการตัดเฉือน | P | M | K |
S, HRSA |
S, Ti |
| ง่าย | 4415 | 2025 | 4415 | 1210 | H13A |
| ปานกลาง | 4425 | 2025 | 4425 | 1115 | H13A |
| ยาก | 2025 | 2025 | 2025 | 2025 | 1115 |
หน้าลายเม็ดมีด
| การทำงาน | P* | P** | M* | M** | K* | K** | S* | S** |
| การเก็บผิวละเอียด | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| การกลึงปานกลาง | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) เหล็กกล้าคาร์บอนต่ำความแข็งแรงสูง/เหล็กเหนียว
P**) เหล็กกล้าอัลลอย
M*) เหล็กสเตนเลสออสเทนนิติก
M**) เหล็กสเตนเลสดูเพล็กซ์
K*) เหล็กหล่อแกรไฟต์กลม
K**) เหล็กหล่อเทา
S*) HRSA
S**) ไทเทเนียม
CoroTurn Prime แบบ B
เกรดเม็ดมีด
| ลักษณะการตัดเฉือน | P | M | K |
S, HRSA |
S, Ti |
| ง่าย | 4415 | 2220 | 4415 | 1210 | H13A |
| ปานกลาง | 4425 | 2220 | 4425 | 1115 | H13A |
| ยาก | 2025 | 2025 | 2025 | 2025 | 1115 |
หน้าลายเม็ดมีด
| การทำงาน | P* | P** | M* | M** | K* | K** | S* | S** |
| การเก็บผิวละเอียด | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| การกลึงปานกลาง | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| การกลึงหยาบ | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) เหล็กกล้าคาร์บอนต่ำความแข็งแรงสูง/เหล็กเหนียว
P**) เหล็กกล้าอัลลอย
M*) เหล็กสเตนเลสออสเทนนิติก
M**) เหล็กสเตนเลสดูเพล็กซ์
K*) เหล็กหล่อแกรไฟต์กลม
K**) เหล็กหล่อเทา
S*) HRSA
S**) ไทเทเนียม
ตัวเลือกแรก |
ตัวเลือกที่สอง |
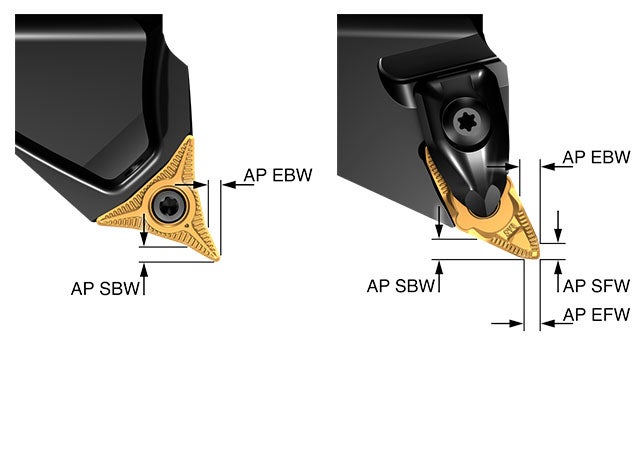
การกลึงนอก | |
ถอยหลังที่ด้านข้าง (SBW) |
เดินหน้าที่ด้านข้าง (SFW) |

ถอยหลังที่ส่วนปลาย (EBW) |
เดินหน้าที่ส่วนปลาย (EFW) |
การกลึงใน
ถอยหลังที่ส่วนปลาย (EBW) |
เดินหน้าที่ด้านข้าง (SFW) |
ถอยหลังที่ด้านข้าง (SBW) |
เดินหน้าที่ส่วนปลาย (EFW) |
ค่าการตัดที่แนะนำ
การกลึงนอก
CP-A11xx-xxx แบบ A
 | SBW | EBW | SFW | EFW | |
| fn นาที | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn สูงสุด | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap นาที | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap สูงสุด | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
CP-B11xx-xxx แบบ B
 | SBW | EBW | SFW | EFW | |
| fn นาที | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn rec | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn สูงสุด | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap นาที | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap สูงสุด | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
การกลึงใน
CP-A11xx-xxx แบบ A
 | SBW | EBW | SFW | EFW | |
| fn นาที | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn สูงสุด | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap นาที | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap สูงสุด | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
CP-B11xx-xxx แบบ B
 | SBW/EBW | SFW | EFW | |
| fn นาที | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn rec | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn สูงสุด | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap นาที | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap สูงสุด | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
ลักษณะงานที่เหมาะสมสำหรับการนำ PrimeTurning™ ไปใช้
การกลึงนอก
เหมาะสำหรับชิ้นงานที่สั้นและกะทัดรัด รวมถึงชิ้นงานที่เรียวบางที่ใช้ยันศูนย์ท้าย
เหมาะ |
ไม่เหมาะ |
| ชิ้นงานที่สั้นและกะทัดรัด | ชิ้นงานที่ไม่มียันศูนย์ท้าย |

|

|
| |
|
| ชิ้นงานที่มียันศูนย์ท้าย | |
|
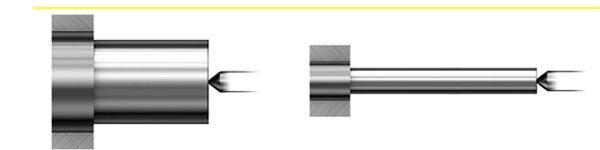
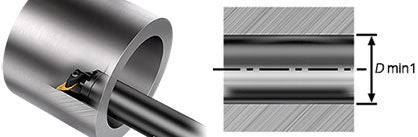
เส้นผ่านศูนย์กลางต่ำสุด
ระยะหลบที่เม็ดมีดและด้ามมีดทำให้เริ่มทำงานที่มีขนาดเส้นผ่านศูนย์กลางน้อยกว่า D min3 ในทิศทาง EBW (ถอยหลังที่ส่วนปลาย) ได้ยาก แต่ปัญหาดังกล่าวจะหมดไปเมื่อทำการกลึงปาดในทิศทาง EFW (เดินหน้าที่ส่วนปลาย) เช่น การกลึงแบบทั่วไป
|
|
D min3 | |
| | EBW | EFW |
| แบบ A |
30 (1.18 นิ้ว) |
0 |
|
แบบ B |
30 (1.18 นิ้ว) |
0 |
การกลึงใน
หัวตัด CoroTurn® Prime SL ใช้ได้กับงานกลึงในที่มีขนาดเส้นผ่านศูนย์กลางตั้งแต่ 40 มม. (1.575 นิ้ว) ขึ้นไป และมีระยะยื่นไม่เกิน 8–10×D
มั่นใจได้ถึงประสิทธิภาพสูงสุดและหลีกเลี่ยงปัญหาโดยพิจารณาจาก Dmin เมื่อใช้ด้ามกลึงคว้าน Silent Tools™ การโก่งตัวแบบสัมผัสและแนวรัศมี ซึ่งได้รับอิทธิพลจากการออกแบบแท่ง ระยะยื่น และแรงตัด อาจทำให้สูญเสียระยะห่างได้
ไฮไลต์

เพิ่มประสิทธิภาพทางเดินเครื่องมือของคุณ
ซอฟต์แวร์ CoroPlus® Tool Path มาพร้อมกับคุณสมบัติใหม่ๆ ที่ได้รับการปรับปรุงเพิ่มเติม เพื่อเพิ่มประสิทธิภาพสูงสุดให้กับการตัดเฉือนแบบ PrimeTurning™ ทดลองใช้ซอฟต์แวร์ CoroPlus® Tool Path ฟรีหนึ่งเดือน แล้วลองสัมผัสกับประสิทธิภาพที่เหนือกว่าด้วยตัวคุณเอง!

The geometry for finishing operations in ductile materials
The -L4 geometry is optimized for machining low-carbon and high-strength steel, duplex stainless steel and titanium at low to medium feed rates. Delivers outstanding productivity even at lower feed rates, due to increased cutting speed and/or longer tool life compared to conventional turning.

The geometry for difficult-to-machine materials
Achieving good chip control has always been difficult in low-carbon and high-strength steels. The -H3 geometry is optimized for these materials, eliminating concerns about chip control.
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120 沪ICP备20012694号-1 京公网安备 11010502044395号At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240