
CoroThread 266
การกลึงเกลียวนอกและเกลียวในที่แข็งแกร่งเป็นพิเศษ
วิธีการ OptiThreading™ ช่วยแก้ปัญหาเรื่องเศษและปรับปรุงประสิทธิภาพการผลิต
บริษัทผู้ผลิตสตัดสำหรับอุตสาหกรรมการผลิตไฟฟ้ารายหนึ่งกำลังประสบปัญหาด้านความเชื่อถือได้ในกระบวนการผลิตและต้องเผชิญกับประสิทธิภาพการทำงานที่ต่ำ อันเนื่องมาจากการเกิดเศษยาวในการกลึงเกลียว ซึ่งส่งผลให้เครื่องจักรต้องหยุดทำงานหลายครั้งในแต่ละรอบ ทางบริษัทจึงได้ทดสอบวิธีการกลึงเกลียว OptiThreading™ โดยได้ผลลัพธ์ดังต่อไปนี้
| อุตสาหกรรม: | การผลิตไฟฟา |
| การทำงาน: | การกลึงเกลียว |
| เกลียว: | 1-3/8” - 8 UN (ระยะพิทช์ 3.175 มม.), ความยาว 300 มม. |
| เครื่องจักร: | Doosan |
| ชิ้นงาน: | สตัดเกลียวคู่ |
| วัสดุ: | EN24 (SS2541) P2.2.Z.AN 235HB |
| น้ำหล่อเย็น: | มี |
| ไม่มีรูปภาพ |  | |
 | ||
| มีการหักเศษอย่างมีประสิทธิภาพเมื่อเครื่องมือตัดเคลื่อนที่เข้าออกจากชิ้นงานตัดระหว่างรอบการตัดเฉือนแบบต่อเนื่อง | ||
| ตัวจับยึดเครื่องมือ | 266RFG-2525-16 | 266RFG-2525-16 |
| เม็ดมีด | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| ค่าการตัด | ||
| Vc (เมตร/นาที) | 50 | 110 |
| N (รอบ/นาที) | 456 | 1000 |
| Fn (มม./รอบ) | 3,175 | 3,175 |
| nap (จำนวนการป้อนเข้า) | 17 | 15 |
| ผลลัพธ์ | ||
| ความท้าทาย | ต้องหยด 3 ครั้งต่อรอบการตัดเพื่อขจัดเศษออกจากหัวจับและชิ้นงาน | ไม่มีปัญหาเรื่องเศษและเพิ่มประสิทธิภาพการผลิตได้ถึงสองเท่า |
| อายุการใช้งาน, ชิ้นงานต่อคีมตัด | ไม่มีข้อมูล | จำนวนชิ้นงานต่อคีมตัดเพิ่มขึ้นสองเท่าโดยประมาณ |
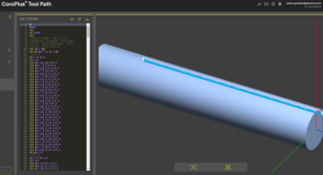
ทางเดินของเครื่องมือตัดและโปรแกรม NC สำหรับ OptiThreading™ สามารถสร้างขึ้นได้โดยใช้ซอฟต์แวร์ CoroPlus® Tool Path บนเว็บ
อ่านข้อมูลเพิ่มเติมเกี่ยวกับการเขียนโปรแกรมสำหรับ OptiThreading™ และลงทะเบียนทดลองใช้งานฟรี 30 วัน
“เราไม่ต้องหยุดถึงสามครั้งต่อรอบการตัดเพื่อขจัดเศษออกจากหัวจับและชิ้นงานอีกแล้ว นอกจากนี้ยังสามารถเพิ่มประสิทธิภาพการผลิตและอายุการใช้งานเครื่องมือได้มากกว่าเดิมถึงสองเทาด้วย”
- บริษัทผู้ผลิตในอุตสาหกรรมการผลิตไฟฟ้า
ควบคุมเศษและปรับปรุงคุณภาพด้วยวิธีการ OptiThreading™
บริษัทผู้ผลิตสกรูเหล็กกล้าชนิดพิเศษรายหนึ่งไม่พอใจกับปัญหาของกระบวนการผลิต ซึ่งมีสาเหตุมาจากการเกิดเศษยาวที่เกิดขึ้นซ้ำแล้วซ้ำเล่า ยิ่งไปกว่านั้น ชิ้นงานที่เสร็จแล้วยังเกิดคราบที่จุดเริ่มต้นของเกลียวด้วย ทางบริษัทจึงได้ทดสอบวิธีกลึงเกลียว OptiThreading™ โดยได้ผลลัพธ์ดังต่อไปนี้
| อุตสาหกรรม: | การตัดเฉือนทวไป |
| การทำงาน: | การกลึงเกลียว |
| เกลียว: | M24 (ระยะพิทช์ 3 มม.) ความยาวเกลียว 168 มม. |
| เครื่องจักร: | Traub |
| ชิ้นงาน: | สกรูชนิดพิเศษ |
| วัสดุ: | 32CrNiMo6 QT |
| น้ำหล่อเย็น: | มี |
| ไม่มีรูปภาพ | | |
 | ||
| เศษทศนิยมลงช่วยให้การกลึงเกลียวมีความมั่นคงเพิ่มขึ้นอย่างเห็นได้ชัด และช่วยขจัดปัญหาด้านคุณภาพที่จุดเริ่มต้นของเกลียว | ||
| ตัวจับยึดเครื่องมือ | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| เม็ดมีด | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| ค่าการตัด | ||
| Vc (เมตร/นาที) | 90 | 106 |
| N (รอบ/นาที) | 1200 | 1400 |
| Fn (มม./รอบ) | 3 | 3 |
| nap (จำนวนการป้อนเขา) | 18 | 13 |
| ผลลัพธ์ | ||
| เหตุผลในการเปลี่ยนเครื่องมือ | ปัญหาเกี่ยวกับการเกิดเศษยาว | ไม่มีปัญหาเรื่องเศษ |
| อายุการใช้งาน, ชิ้นงานต่อคีมตัด | 10 ชิ้นงาน/คีมตัด | 20 ชิ้นงาน/คีมตัด |
| ระยะยกเพิ่มในการแกว่ง | - | 0.2 |
ทางเดินของเครื่องมือตัดและโปรแกรม NC สำหรับ OptiThreading™ สามารถสร้างขึ้นได้โดยใช้ซอฟต์แวร์ CoroPlus® Tool Path บนเว็บ
อ่านข้อมูลเพิ่มเติมเกี่ยวกับการเขียนโปรแกรมสำหรับ OptiThreading™ และลงทะเบียนทดลองใช้งานฟรี 30 วัน
ผลิตเกลียวได้อย่างต่อเนื่องด้วย OptiThreading™
บริษัทผู้ผลิตเหล็กเส้นเกลียวรายหนึ่งประสบปัญหาด้านประสิทธิภาพการผลิตต่ำและต้องใช้ทรัพยากรในการผลิตเป็นจำนวนมากอันเป็นผลมาจากการควบคุมเศษที่ไม่ดีพอ ทางบริษัทจึงได้ทดสอบวิธีกลึงเกลียว OptiThreading™ โดยได้ผลลัพธ์ดังต่อไปนี้
| อุตสาหกรรม: | การตัดเฉือนทั่วไป |
| การทำงาน: | การกลึงเกลียว |
| เกลียว: | เกลียว MF40 X 3 ความยาว 187 มม. |
| เครื่องจักร: | Biglia B545-SL |
| ชิ้นงาน: | เหล็กเส้นเกลียว |
| วัสดุ: | เหล็กสเตนเลส Aisi303 |
18%
ประสิทธิภาพการผลิตเพิ่มขึ้น
+15%
รอบการผลิตโดยรวมเร็วขึ้น
+23%
ต้นทุนลดลง
 |  | |
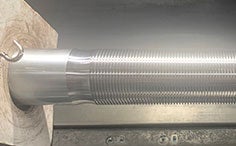
| การเกิดเศษยาวขึ้นเหนือป้อมมีดและเครื่องมืออย่างต่อเนื่องทำให้ต้องหยุดการตัดเฉือนเพื่อขจัดเศษออก | เศษทศนิยมลงช่วยให้สามารถดำเนินการผลิตต่อไปได้โดยไม่ต้องหยุดทำงานกะทันหัน นอกจากนี้ ความสามารถในการคาดการณ์การสึกหรอของเครื่องมือได้มากขึ้นยังช่วยให้สามารถวางแผนการผลิตได้ดียิ่งขึ้นด้วย | |
| ตรวจสอบยึดเครื่องมือ | 266RFG-2525-16 | 266RFG-2525-16 |
| เม็ดมีด | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| ค่าการตัด | ||
| Vc (เมตร/นาที) | 119 | 119 |
| N (รอบ/นาที) | 947 | 947 |
| Fn (มม./รอบ) | 3 | 3 |
| nap (จำนวนการป้อนเขา) | 15 | 13+1 (ศูนย์รอบ) |
| ผลลัพธ์ | ||
| ความท้าทาย | การควบคุมเศษที่ไม่ดีและเครื่องจักรหยุดทำงานหลายครั้ง | การควบคุมเศษที่ดี การผลิตที่ปลอดภัย และคำนวณอายุการใช้งานเครื่องมือได้ |
ทางเดินของเครื่องมือตัดและโปรแกรม NC สำหรับ OptiThreading™ สามารถสร้างขึ้นได้โดยใช้ซอฟต์แวร์ CoroPlus® Tool Path บนเว็บ
อ่านข้อมูลเพิ่มเติมเกี่ยวกับการเขียนโปรแกรมสำหรับ OptiThreading™ และลงทะเบียนทดลองใช้งานฟรี 30 วัน
วิธีการ OptiThreading™ ช่วยแก้ปัญหา
บริษัทผู้ผลิตเหล็กเดือยสำหรับอุตสาหกรรมยานยนต์รายหนึ่งประสบปัญหาด้านคุณภาพและประสิทธิภาพอันเนื่องมาจากการเกิดเศษยาวในการกลึงเกลียว ทางบริษัทจึงได้ทดสอบวิธีการกลึงเกลียว OptiThreading™ โดยได้ผลลัพธ์ดังต่อไปนี้
| อุตสาหกรรม: | ทั่วไป |
| การทำงาน: | การกลึงเกลียว |
| เกลียว: | ทรงสี่เหลี่ยมคางหมู, ระยะพิชท์ 4 มม., เส้นผ่านศูนย์กลาง 80 มม. x ความยาว 465 มม. |
| เครื่องจักร: | Mazak |
| ชิ้นงาน: | เหล็กเดือย |
| วัสดุ: | 42CrMo |
| น้ำหล่อเย็น: | มี |
 |  | |
| เศษยาวที่พื้นกันรอบชิ้นงานทำให้เกิดปัญหาที่ผู้ปฏิบัติงานต้องเข้ามาดูแลและดำเนินการ | หักเศษได้สั้นลงอย่างมีประสิทธิภาพ และผู้ปฏิบัติงานสามารถปล่อยให้กระบวนการดำเนินไปได้โดยไม่ต้องคอยดูแลเพื่อทุ่มเทไปที่งานอื่นๆ ได้มากขึ้น | |
| ตัวจับยึดเครื่องมือ | 266RFG-2525-22 | 266RFG-2525-22 |
| เม็ดมีด | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| ค่าการตัด | ||
| Vc (เมตร/นาที) | - | - |
| N (รอบ/นาที) | 379 | 379 |
| Fn (มม./รอบ) | 4 | 4 |
| nap (จำนวนการป้อนเข้า) | 15 | |
| ผลลัพธ์ | ||
| เหตุผลในการเปลี่ยนเครื่องมือ | ปัญหาเกี่ยวกับการเกิดเศษยาว จำเปนต้องหยุดทำงาน 2-3 ครั้งต่อชิ้นงาน | ไม่มีปัญหาเรื่องเศษ |
| อายุการใช้งาน, ชิ้นงานต้อคีมตัด | 25 ชิ้นงาน/คีมตัด | 15 ชิ้นงาน/คีมตัด |
| ระยะยกเพิ่มในการแกว่ง | 0 | 0.6 |

ทางเดินของเครื่องมือตัดและโปรแกรม NC สำหรับ OptiThreading™ สามารถสร้างขึ้นได้โดยใช้ซอฟต์แวร์ CoroPlus® Tool Path บนเว็บ
อ่านข้อมูลเพิ่มเติมเกี่ยวกับการเขียนโปรแกรมสำหรับ OptiThreading™ และลงทะเบียนทดลองใช้งานฟรี 30 วัน
“แม้ว่าจำนวนชิ้นงานที่เราสามารถผลิตได้ต่อเม็ดมีดจะลดลง แต่เราสามารถควบคุมเศษได้อย่างสมบูรณ์แบบ ซึ่งมีค่าสำหรับเราอย่างมากในตอนนี้ การที่ไม่จำเป็นต้องคอยมาตรวจสอบกระบวนการตัดเฉือน ทำให้ผู้ปฏิบัติงานของเราสามารถทุ่มเทไปที่งานอื่นๆ ได้มากขึ้น”
- บริษัทผู้ผลิตชิ้นส่วนยานยนต์
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120 沪ICP备20012694号-1 京公网安备 11010502044395号At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240