
CoroMill® MH20
การกัดหลุมอัตราป้อนสูง
การทดสอบประสิทธิภาพกับวัสดุในกลุ่ม ISO S
| ชิ้นงาน: | โครงสร้างรองรับปีกเครื่องบิน |
| วัสดุ: | S4.3.Z.AN (Ti6Al4V) |
| การทำงาน: | การกัดหลุม |
| เครื่องจักร: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
อายุการใช้งาน +32%
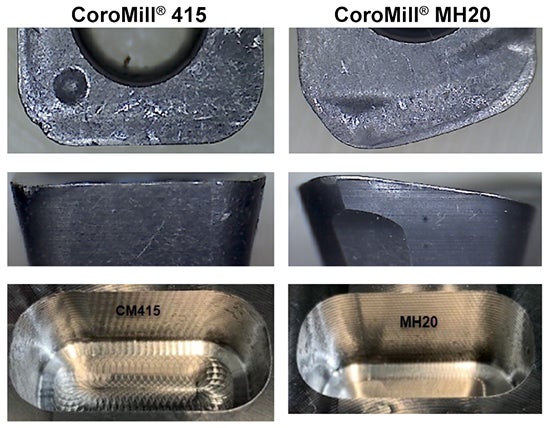
| CoroMill® 415 | CoroMill® MH20 | |
| เครื่องมือ | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| เม็ดมีด | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| ระยะยื่นของเครื่องมือ, มม. (นิ้ว) | 40 (1.575) | 40 (1.575) |
| vc, ม./นาที (ฟุต/นาที) | 69 (226) | 69 (226) |
| n, รอบต่อนาที | 1000 | 1000 |
| fz, มม./ฟันตัด (นิ้ว/ฟันตัด) | 0.51 (0.020) | 0.51 (0.020) |
| vf, มม./นาที (นิ้ว/นาที) | 1530 (60.2) | 1016 (40.0) |
| ap, มม. (นิ้ว) | 0.8 (0.031) | 0.8 (0.031) |
| ae, มม. (นิ้ว) | 16 (0.630) | 15.8 (0.622) |
| อายุการใช้งาน, นาที | 49 | 64.5 |
ผลลัพธ์:
CoroMill® MH20 ช่วยเพิ่มอายุการใช้งานเครื่องมือของลูกค้าได้ถึง 32% และให้คุณภาพผิวงานที่สูงขึ้นกว่าเดิมอย่างมาก มุมเม็ดมีดของ CoroMill® MH20 แสดงให้เห็นถึงแนวคมตัดที่แข็งแกร่งขึ้นและโอกาสเกิดการสั่นสะท้านที่ลดลง
การทดสอบประสิทธิภาพกับวัสดุในกลุ่ม ISO M
| ชิ้นงาน: | ชิ้นส่วนของเครื่องจักรในอุตสาหกรรมแปรรูปอาหาร |
| วัสดุ: | M1.0.Z.AQ (AISI 304) |
| การทำงาน: | การกัดข้างและปาดหน้า |
| เครื่องจักร: | DMG MORI NT4250, Coromant Capto® C6 |
ประสิทธิภาพสูงและเชื่อถือได้
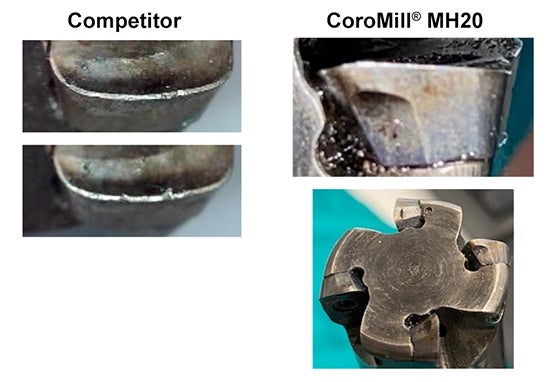
| แบรนด์คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | DCX: 25 มม. (1 นิ้ว), zn: 4 | MH20-025A25-06H, zn: 4 |
| เม็ดมีด | - | MH20-06 03 20E-L30 1040 |
| ระยะยื่นของเครื่องมือ, มม. (นิ้ว) | หัวจับ + 70 (2.76)=160 (6.30) | หัวจับ + 90 (3.54)=180 (7.09) |
| vc, ม./นาที (ฟุต/นาที) | 120 (394) | 120 (394) |
| n, รอบต่อนาที | 1530 | 1530 |
| fz, มม./ฟันตัด (นิ้ว/ฟันตัด) | 0.85 (0.033) | 0.85 (0.033) |
| vf, มม./นาที (นิ้ว/นาที) | 5200 (205) | 5200 (205) |
| ap, มม. (นิ้ว) | 0.75 (0.030) | 0.75 (0.030) |
| ae, มม. (นิ้ว) | 20 (0.787) | 20 (0.787) |
| อายุการใช้งาน, นาที | 3 ชิ้นงาน/49.5 นาที | 3 ชิ้นงาน/49.5 นาที |
ผลลัพธ์:
หลังจากกัดชิ้นงานไปแล้วสามชิ้น เม็ดมีดจากแบรนด์คู่แข่งเกิดการสึกหรอแบบรอยบากและการกะเทาะขนาดเล็กอย่างชัดเจน ในขณะที่เม็ดมีดของ CoroMill® MH20 เกิดการสึกหรอน้อยกว่า ซึ่งพิสูจน์ถึงความเชื่อถือได้ของคมตัดจากการมีแนวคมตัดที่แข็งแรงและคุณภาพดีกว่า
การทดสอบประสิทธิภาพกับวัสดุในกลุ่ม ISO P
| ชิ้นงาน: | แกน |
| วัสดุ: | P2.1.Z.AN (30CrMnSiNi2A), ไม่ชุบแข็ง |
| การทำงาน: | การกัดร่องลึกและการตัด |
| เครื่องจักร: | Haitian HISION GLU16 VMC, BT50 |
+11% ประสิทธิภาพการผลิต
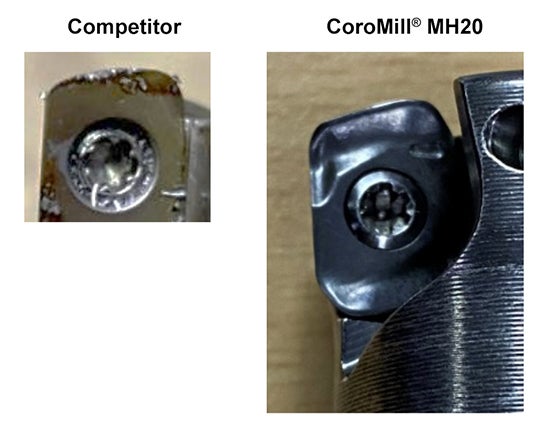
| แบรนด์คู่แข่ง | Sandvik Coromant | |
| เครื่องมือ | DCX: 25 มม. (1 นิ้ว), zn: 3 | MH20-R025A25-08M, zn: 3 |
| เม็ดมีด | - | MH20-08 04 25M-M50 4340 |
| ระยะยื่นของเครื่องมือ, มม. (นิ้ว) | หัวจับ + 122 (4.80) | หัวจับ + 110 (4.33) |
| vc, ม./นาที (ฟุต/นาที) | 142 (466) | 142 (466) |
| n, รอบต่อนาที | 1800 | 1800 |
| fz, มม. (นิ้ว) | 0.426 (0.017) | 0.481 (0.019) |
| vf, มม./นาที (นิ้ว/นาที) | 2300 (90.6) | 2600 (102) |
| ap, มม. (นิ้ว) | 0.5 (0.020) | 0.5 (0.020) |
| ae, มม. (นิ้ว) | 25 (0.984) | 25 (0.984) |
| อายุการใช้งาน, นาที | 1 ชิ้นงาน/348 นาที | 1 ชิ้นงาน/308 นาที |
ผลลัพธ์:
CoroMill® MH20 สามารถเพิ่มประสิทธิภาพการผลิตได้ถึง 11% และมีการสึกหรอน้อยกว่าแบรนด์คู่แข่ง แสดงให้เห็นถึงประสิทธิภาพที่มั่นคงและน่าเชื่อถือ
การทดสอบประสิทธิภาพกับวัสดุ Inconel
| กลุ่มอุตสาหกรรม: | อากาศยาน |
| ชิ้นงาน: | ชิ้นงานสาธิต |
| วัสดุ: | S2.0.Z.AG (Inconel 718 บ่มแข็ง HRC 44) |
| การทำงาน: | การกัดปาดหน้าหยาบ |
| เครื่องจักร: | DMG MORI, Coromant Capto® C10, ทำงานแบบ VMC ห้าแกน |
| น้ำหล่อเย็น: | ภายใน (อีมัลชั่น) |
อายุการใช้งาน +33%
กำหนดทางเดินเครื่องมือใน Siemens NX - Adaptive Milling
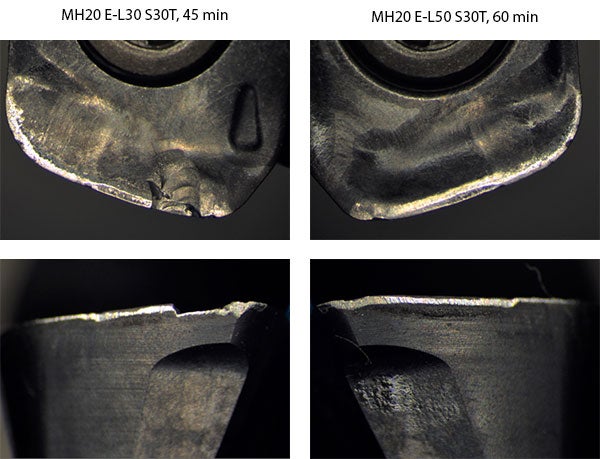
| เครื่องมือ | ตัวจับยึด: CoroChuck® 930-HD เครื่องมือ: MH20-R016A16-06L เม็ดมีด: MH20-060320E-L50/L30 TS S30T |
| vc (ม./นาที) | 30 |
| fz, มม. | 0.4 |
| hex, มม. | 0.1 |
| vf, มม./นาที | 478 |
| ae, มม. | 7 |
| ap, มม. | 0.6 |
| ระยะยื่นของเครื่องมือ, มม. | 48 (3×DC) |
| เวลาในการตัดเฉือน, นาที | 60 (E-L50), 45 (E-L30) |
| MRR (Q), ตร.ซม./นาที | 1.92 |
ผลลัพธ์:
เมื่อเทียบกับ E-L30 แล้ว หน้าลาย E-L50 มีคมตัดที่มีความแข็งแรงสูงกว่าในการตัดเฉือนวัสดุ Inconel 718 และควรเป็นตัวเลือกแรกที่แนะนำ
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120 沪ICP备20012694号-1 京公网安备 11010502044395号At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240