
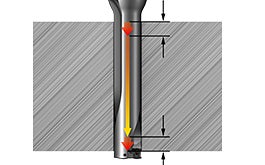
CoroDrill® DS20
ดอกสว่านเม็ดมีด 4–7×DC ที่ทำงานเจาะได้อย่างแม่นยำและสม่ำเสมอ พร้อมอัตราการเจาะที่ดีเยี่ยม
เลือกเกรดของเม็ดมีดตัวใน
GC1344 GC1144 H13A
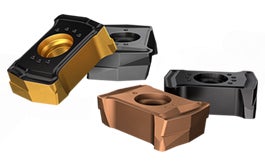
เลือกเกรดของเม็ดมีดตัวนอก
GC4334 GC2044 GC4344 GC4324 H13A

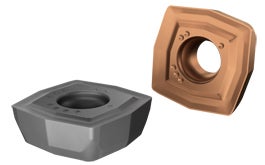
เลือกรูปทรงเม็ดมีดตัวใน
-M7 -L5

เลือกรูปทรงเม็ดมีดตัวนอก
-M7W -L5W -S5W -H5W -L6W


เคล็ดลับการใช้งาน

MDI
สลักกำหนดตำแหน่งช่วยให้การจัดวางตำแหน่งคมตัดมีความแม่นยำและสามารถหมุนได้ 180° ซึ่งเป็นประโยชน์อย่างยิ่งสำหรับเครื่องจักรที่มีสภาพไม่ดีนัก เช่น เครื่องกลึงที่มีลักษณะไม่ตรงแนวหรือไม่มั่นคง
คำแนะนำ
เกรดและรูปทรงที่เป็นตัวเลือกแรก
| ตัวเลือกแรก | ตัวเลือกเสริม | ||||
| เม็ดมีดตัวใน | เม็ดมีดตัวนอก | เม็ดมีดตัวใน | เม็ดมีดตัวนอก | ||
| เหล็กกล้าคาร์บอนต่ำ | P | P1.1–1.2: -L5 1344 P1.3–1.5: -M7 1344 | P1.1: -H5W 4334 P1.2: -L5W 4334 P1.3–1.5: -M7W 4334 | -L5 1344 | -L5W 4324 -L5W 4334 -L5W 4344 -H5W 4344 -M7W 4324 -M7W 4344 |
| เหล็กกล้าอัลลอยต่ำ | P | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| เหล็กสเตนเลส | M | -L5 1144 | -H5W 2044 | -L5 1144 | -L5W 2044 -L5W 4344 -H5W 4344 |
| เหล็กหล่อ | K | -M7 1344 | -M7W 4334 | -M7 1344 | -M7W 4324 -M7W 4344 |
| โลหะที่ไม่มีแร่เหล็ก | N | -L5 H13A | -S5W H13A | -L5 1344 | -L5W 4344 |
| HRSA | S | -L5 1344 | -L6W 4344 (Inconel) -S5W 4344 (ไทเทเนียม) | -L5 H13A | -L5W H13A -S5W H13A |
| เหล็กชุบแข็ง | H | -L5 1344 | -L6W 4344 | -M7 1344 | -M7W 4344 |
คำแนะนำในการเลือกด้ามมีด
| |  |
 |
 |
| MDI | ตัวต่อ ISO 9766 | หัวจับไฮดรอลิก (CoroChuck® 930) |
|
| ชนิดด้าม | ด้าม MDI | ด้าม ISO | ด้ามกลม (มีจำหน่ายแบบ Tailor Made® เท่านั้น) |
| ตัวเลือกในการจับยึด | ✔ | ✔ | ✔ |
| การกำหนดศูนย์ | ✔ | ✔ | ✔ |
| ขนาดของรุ่นผลิตภัณฑ์ | ✔ | ✔ | ✔ |
| คุณภาพผิวงาน | ✔ | ✔ | ✔ |
| ความยาวของชุดเครื่องมือ | ✔ | ✔ | ✔ |
| แรงบิดในการขัน | ✔ | ✔ | ✔ |
ข้อมูลสำคัญเกี่ยวกับช่องใส่เม็ดมีดและสกรู
| ขนาดดอกสว่าน, มม. (นิ้ว) | ขนาดเม็ดมีด | ขนาดสกรู | รหัสสินค้าของสกรู (SCCOD) | ตัวจับ TORXPLUS® | แรงบิด, นิวตัน-เมตร (ปอนด์-ฟุต) | ดอกไขควง TORXPLUS® | ไขควงวัดแรงบิดสำหรับดอกไขควง (แรงบิดแบบปรับได้) | ไขควงวัดแรงบิด (แรงบิดแบบตั้งค่าล่วงหน้า) | ไขควงแบบคงที่ |
| 15.00–18.00 (0.591–0.708) | 01 | M2.0 | 5513 020-27 | 6IP | 0.6 (0.44) | 5680 084-17 | 5680 105-01 | 5680 100-01 | 5680 046-08 |
| 18.01–22.00 (0.709–0.866) | 02 | M2.2 | 5513 020-88 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 22.01–27.00 (0.867–1.06) | 03 | M2.5 | 5513 020-58 | 7IP | 0.9 (0.66) | 5680 084-18 | 5680 105-01 | 5680 100-02 | 5680 046-03 |
| 27.01–33.00 (1.06–1.30) | 04 | M3.0 | 5513 020-57 | 9IP | 1.4 (1.03) | 5680 084-20 | 5680 105-02 | 5680 100-04 | 5680 046-04 |
| 33.01–40.00 (1.30–1.57) | 05 | M3.5 | 416.1-833 | 10IP | 2.0 (1.48) | 5680 084-21 | 5680 105-02 | 5680 100-05 | 5680 046-05 |
| 40.01–52.00 (1.58–2.05) | 06 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
| 52.01–65.00 (2.05–2.56) | 07 | M4.0 | 416.1-834 | 15IP | 3.0 (2.21) | 5680 084-15 | 5680 105-02 | 5680 100-06 | 5680 046-02 |
หมายเหตุ:
- ขอแนะนำให้ใช้ไขควงวัดแรงบิดเพื่อป้องกันการเกิดปัญหาที่ไม่คาดคิดกับสกรู
- สกรูและดอกไขควงมีให้ในกล่องเครื่องมือ
- ดอกไขควง TORXPLUS® ใช้กับแรงบิดแบบปรับได้
แอพ

ไฮไลต์
สาธิตการทำงานของ CoroDrill® DS20
ดูการทำงานของ CoroDrill DS20

ตารางข้อมูล CoroDrill® DS20
ดาวน์โหลดตารางข้อมูลเพื่อให้ความสะดวกในการเรียกใช้คุณสมบัติหลักของ CoroDrill® DS20
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120 沪ICP备20012694号-1 京公网安备 11010502044395号At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240