
Nowoczesne podejście do toczenia elementów sztucznych stawów biodrowych za pomocą płytek okrągłych


Dlaczego płytki okrągłe?
Płytki okrągłe zapewniają Państwu najlepsze rezultaty przy obróbce implantów ze stopów chromowo-kobaltowych i tytanu.
Płytki te pozwalają zoptymalizować przebieg zgrubnego toczenia wewnętrznego łożyska czaszowego główki i panewki stawu biodrowego. Te niezawodne i produktywne narzędzia umożliwiają podwojenie produktywności i obniżenie kosztów narzędziowych o jedną trzecią.
W jaki sposób?
Podstawowe korzyści
W obróbce zgrubnej, okrągły kształt zapewnia mocną krawędź skrawającą i doskonałą odporność na powstawanie karbów. Płytki okrągłe mają dwie wyróżniające je zalety:
Bezpieczeństwo, jakość i niezawodność obróbki
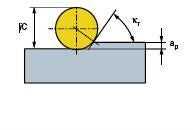
Stosowanie płytek okrągłych o kącie natarcia mniejszym niż κr 45º znacząco ogranicza powstawanie karbów, powszechnego problemu, który prowadzi do pogorszenia jakości podzespołu i obniżenia produktywności.
Ich stosowanie zapewnia niezawodność i trwałość, pozwala na rzadszą wymianę narzędzi i bezproblemową obróbkę.

Większy posuw i prędkość skrawania dla uzyskania maksymalnej produktywności
Stosowanie płytek okrągłych z głębokością skrawania znacznie mniejszą od promienia pozwala zmniejszyć
grubość wiórów hex w odniesieniu do posuwu i zwiększyć długość krawędzi skrawającej. W rezultacie, w trakcie obróbki generowane są niższe temperatury, dlatego możliwe jest zwiększenie posuwu i prędkości skrawania w celu maksymalizacji produktywności.
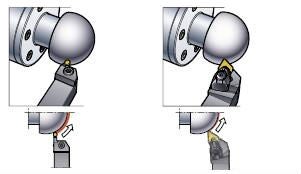
Wpływ kształtowanego naroża na zużycie narzędzia
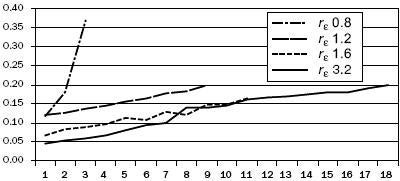 |  | |
| Trwałość narzędzia 3 minuty | ||
 | ||
| Czas skrawania (min) | Trwałość narzędzia 18 minut |
Doskonałe parametry obróbki
Parametry obróbki
| Stop kobaltowo-chromowy F75 | ||
| Tokarka CNC | ||
| Produkt konkurencyjny | Sandvik Coromant | |
| A20M-SRXDR 08-R | ||
| VBMT11T308 | R300-0828E-PL | |
| GC1030 | ||
| 30 | 50 | (m/min) |
| 0.08 | 0.1 | (mm/obr) |
| 0.5 | 0.5 | (mm) |
| 9.29 | 4.46 | (min) |
| 3 | 10 | (szt) |
Rozwiązania Sandvik Coromant
 | |||||
| Obróbka zgrubna |  | Obróbka zgrubna | |||
| Oprawka: | A20M-SRXDR 08-R | Oprawka: | A20M-SRXDR 08-R | ||
| Płytka: | R300-0828E-PL, 1030 | Płytka: | R300-0828E-PL, 1030 | ||
| Parametry skrawania: | vc = 50-80 m/min, | Parametry skrawania: | vc = 50-80 m/min, | ||
| fn = 0.1-0.15 mm/obr, | fn = 0.1-0.15 mm/obr, | ||||
| ap = →1mm | ap = →1mm | ||||
| Obróbka półwykończeniowa | | Obróbka półwykończeniowa | |||
| Oprawka: | A20M-SDXCR 11-R | Oprawka: | A20M-SRXDR 08-R | ||
| Płytka: | DCGT11T308-UM, 1105 | Płytka: | R300-0828E-PL, 1030 | ||
| Parametry skrawania: | vc = 40-60 m/min, | Parametry skrawania: | vc = 50-80 m/min, | ||
| fn = 0.08-0.1 mm/obr, | fn = 0.1-0.15 mm/obr, | ||||
| ap = 0.1-0.25 mm | ap = 0.1-0.25 mm | ||||
| Obróbka wykończeniowa |  | Obróbka wykończeniowa | |||
| Oprawka: | A20M-SDXCR 11-R | Oprawka: | A20M-SRXDR 08-R | ||
| Płytka: | DCGT11T308-UM, 1105 | Płytka: | R300-0828E-PM, 530 | ||
| Parametry skrawania: | vc = 40-60 m/min, | Parametry skrawania: | vc = 40-60 m/min, | ||
| fn = 0.08-0.1 mm/obr, | fn = 0.08-0.12 mm/obr, | ||||
| ap = 0.05-0.15 mm | ap = 0.05-0.15 mm |
 | ||||||
| Obróbka zgrubna |  | Obróbka zgrubna | ||||
| Oprawka: | SRDCN 2020K 10-A | Oprawka: | RF123J13-2525MB | |||
| Płytka: | RCMT 10 T3 MO-SM, 1105 | Płytka: | N123J2-0600-RO, 4125 | |||
| Parametry skrawania: | vc = 40-60 m/min, | Parametry skrawania: | vc = 40-60 m/min, | |||
| fn = 0.1-0.15 mm/obr, | fn = 0.1-0.15 mm/obr, | |||||
| ap = →1mm | ap = →1mm | |||||
| Obróbka wykończeniowa |  | Obróbka wykończeniowa | ||||
| Oprawka: | DDJNR/L 2020K15 | Oprawka: | DDJNR/L 2020K15 | |||
| Płytka: | DNGP 15 06 08, 1105 | Płytka: | DNGP 15 06 08, 1105 | |||
| Parametry skrawania: | vc = 40-60 m/min, | Parametry skrawania: | vc = 40-60 m/min, | |||
| fn = 0.08-0.12 mm/obr, | fn = 0.08-0.12 mm/obr, | |||||
| ap = 0.05-0.25 mm | ap = 0.05-0.25 mm | |||||
| Przecinanie | ||||||
| Oprawka: | RF123F20-1616B | |||||
| Płytka: | N123F2-0250-0002-CM, 4125 | |||||
| Parametry skrawania: | vc = 40-60 m/min, | |||||
| fn = 0.05-0.1 mm/obr, | ||||||
Oprawki

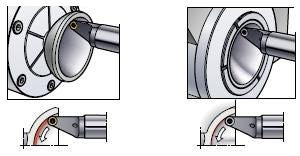
Płytki okrągłe stosować z wytaczakami CoroTurn 107 oraz oprawką EasyFix™, która pozwala łatwo i szybko uzyskać odpowiednie ustawienie krawędzi skrawającej w osi. Sandvik Coromant oferuje asortyment uzupełniający oprawek dedykowanych do obróbki wykończeniowej (na płytki dodatnie D), znajdujących zastosowanie zarówno w toczeniu powierzchni kulistych, jak i w innych, trudnych przypadkach toczenia wewnętrznego przedmiotów o małej dostępności.
Asortyment płytek
Płytki okrągłe o geometrii –PL i –KL posiadają szlifowane krawędzie, zapewniające doskonałą kontrolę wióra i małe siły skrawania. Do stopów kobaltowo-chromowych zalecamy gatunek GC1030, a do obróbki tytanu gatunek H13A.
Spośród płytek D zalecamy model szlifowany DCGT w geometrii –UM. Pierwszy wybór do stopów kobaltowo-chromowych to gatunek GC1105, a do obróbki tytanu gatunek H13A.
Oznaczenia
Toczenie wewnętrzne
| Płytki | EasyFix™ |
| R300-0828E-PL, 1030 | 132L-3220085-B |
| R300-0828E-KL, H13A | 132L-4020-B |
| R300-0828M-PH, 1030 | 132L-4020105-B |
| R300-0828M-KH, H13A | 132L-5020125-B |
| R300-0828E-PM, 530 | |
| R300-1032E-PL, 1030 | |
| R300-1032E-KL, H13A | |
| R300-1032M-PH, 1030 | |
| R300-1032M-KH, H13A | |
| R300-1032E-PM, 530 | |
| DCGT 11 T3 04-UM, 1025, 1105, H13A | |
| DCGT 11 T3 08-UM, 1025, 1105, H13A | |
| DCMT 11 T3 04-MF, 1025, 1105 | |
| DCMT 11 T3 08-MF, 1025 |
Toczenie zewnętrzne
Płytki
| Okrągła | CoroCut® | Typ D |
| RCMT 10 T3 M0-SM, S205, 1105, H13A | N123H2-0500-RO, 4125, S205, 1105 | DNMG150608-MF, S205, 1105, |
| RCMT 08 03 M0-SM, S205, 1105, H13A | N123J2-0600-RO, 4125, S205, 1105 | DNGP150608, S205, 1105 |
| N123L2-0800-RO, 4125, S205, 1105 |
