
T-Max® P
Productief uitwendig draaien van grote tot middelgrote componenten

Wisselplaatzitting
Reinig en inspecteer de wisselplaatziting op beschadigde plekken en ondersteuning voor de snijkant.
Onderlegplaten en onderlegplaatzittingen
Zorg ervoor dat de onderlegplaathoeken niet afgeknikt zijn tijdens de bewerking of hanteren, en onderlegplaatzittingen mogen geen kantopbouw hebben

Contactvlakken
Controleer de ondersteunings- en contactvlakken en zorg ervoor dat hier geen beschadigingen of vuil aanwezig is.

Klemming
Bij kotteren is het belangrijk dat de allerbeste opspanning aanwezig is. Indien dit niet wordt ondersteund, neemt de uitsteeklengte toe en kunnen er trillingen ontstaan.

Toepassingstips
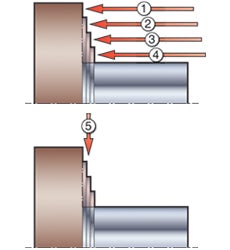
Voorkom spaanophoping
Draai richting opstaande rand (stappen 1 – 4) en stop vóór de uiteindelijke dimensie van de opstaande rand. Houd dezelfde voedingssnelheid voor alle vier stappen om spaanophoping te voorkomen. Aanbevolen wordt om de laatste snede (5) in één verticale snede uit te voeren, te beginnen van de buitendiameter, gericht naar de binnendiameter.

Voorkom trillingen
Machines met twee revolvers, bovenste en onderste revolver, worden aanbevolen om trillingen te voorkomen. De set-up vangt de krachten op en stabiliseert het hele proces en voorkomt trillen en buigen van het onderdeel.
Aanbevelingen
Wisselplaat en systeem
Uitwendige bewerking:
| Nabewerken | Gemiddeld | Voorbewerken | |
| Wisselplaatvorm | C | C | C |
| Wisselplaatafmeting | 12 | 12 | 12 |
| Instelhoek | 95° | 95° | 95° |
| Opspanning | Kantelpen | Kantelpen | Kantelpen |
Inwendige bewerkingen
| Nabewerken | Gemiddeld | Voorbewerken | |
| Wisselplaatvorm | C | C | C |
| Wisselplaatafmeting | 12 | 12 | 12 |
| Instelhoek | 95° | 95° | 95° |
| Opspanning | Kantelpen | Kantelpen | Kantelpen |
Wisselplaat-hardmetaalsoort
| Bewerkingsomstandigheden | P | M | K | S | H |
| Goed | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Gemiddeld | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Moeilijk | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Wisselplaatgeometrie
| Bewerking | P | M | K | S | H |
| Nabewerken | -PF | -MF | -KF | -SF | S01525 |
| Gemiddeld | -PM | -MM | -KM | -SM | S01525 |
| Voorbewerken | -PR | -MR | -KR | -SMR | S02035 |
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief
