Hoe een gat ruimen

Bij het ruimen van een gat is het belangrijk rekening te houden met de volgende aanbevelingen.
Materiaaltoegift
De aanbevolen materiaaltoegift bij ruimen is afhankelijk van het materiaal en de oppervlakte-afwerking van het voorgeboorde gat. Algemene richtlijnen voor hoeveel materiaal overgelaten moet worden voor het ruimen worden in de volgende tabellen getoond.
| Ø, mm | ||||||
| Materiaal | 1-3 | 3-5 | 5.1-10 | 10.1-20 | 20.1-30 | >30 |
| P1 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 |
| P2 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P3 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P4 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 |
| P5 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M1 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M2 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M3 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| K1 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,3 | 0,3 | 0,5 |
| K2 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 |
| K3 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K4 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K5 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,3 | 0,4 | 0,5 |
| N1.1 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 | 0,5 |
| N1.2 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 | 0,5 |
| N1.3 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 | 0,5 |
| N1.4 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 | 0,5 |
| N2 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 | 0,5 |
| N3.1 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,5 |
| N3.2 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.3 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.4 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N4 | 0.1-0.2 | 0.1-0.2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| S1 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0.4-0.5 |
| S2 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S3 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S4 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S5 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S6 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| H1 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H2 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H3 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H4 | 0.1-0.2 | 0.1-0.2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| Ø, inch | ||||||
| Materiaal | 0.0394-0.1181 | 0.1181-0.1969 | 0.1969-0.3937 | 0.3937-0.7874 | 0.7874-1.1811 | >1.1811 |
| P1 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| P2 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| P3 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| P4 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| P5 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| M1 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| M2 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| M3 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| K1 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.020 |
| K2 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| K3 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.012 | 0.016 | 0.020 |
| K4 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.012 | 0.012 | 0.020 |
| K5 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.012 | 0.012 | 0.020 |
| N1.1 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 | 0.020 |
| N1.2 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.012-0.017 | 0.016-0.020 | 0.020 |
| N1.3 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.012-0.018 | 0.016-0.020 | 0.020 |
| N1.4 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.012-0.019 | 0.016-0.020 | 0.020 |
| N2 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.012-0.020 | 0.016-0.020 | 0.020 |
| N3.1 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.008-0.012 | 0.012 | 0.020 |
| N3.2 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.008-0.012 | 0.012 | 0.016-0.020 |
| N3.3 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.008-0.012 | 0.012 | 0.016-0.020 |
| N3.4 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.008-0.012 | 0.012 | 0.016-0.020 |
| N4 | 0.004-0.008 | 0.004-0.008 | 0.008-0.012 | 0.008-0.012 | 0.012 | 0.016-0.020 |
| S1 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| S2 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| S3 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| S4 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| S5 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| S6 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008-0.012 | 0.012-0.016 | 0.016-0.020 |
| H1 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| H2 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| H3 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
| H4 | 0.004-0.008 | 0.004-0.008 | 0.008 | 0.008 | 0.012 | 0.016-0.020 |
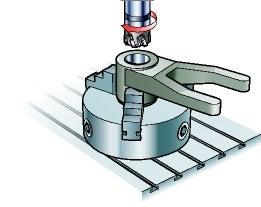
Set-up van het werkstuk
- Zorg ervoor dat het werkstuk dat geruimd moet worden voldoende is opgespannen
- Zorg voor doorgaande gaten dat er ruimte is voor de spaanafvoer
- Zorg voor het ruimen van dunwandige componenten dat de opspankracht uniform is rondom het component
Snijvloeistof voor ruimen
De belangrijkste taak van de snijvloeistof is het direct toevoeren van koelmiddel aan de snijzone, hetgeen resulteert in een langere standtijd en een goede spaanafvoer.
- Voor volhardmetalen ruimers, is het inwendige koelmiddel axiaal voor rechte spaangroef en lateraal voor spiraal spaangroef ruimers
- Het gebruik van een emulsie als snijvloeistof leidt doorgaans tot betere standtijden dan olie
- 15 bar druk wordt aanbevolen
- Verhoogde koelmiddeldruk kan een positief effect hebben op de spaanbeheersing en spaanbreking

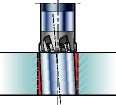
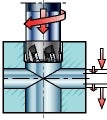
Spiraal spaangroef – laterale koeling
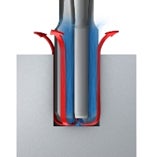
Rechte spaangroef – axiale koeling
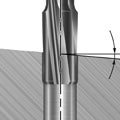
Ruimerpositie
De offset van het voorbewerkte gat en ruimer moeten zo klein mogelijk zijn om trillingen te voorkomen.
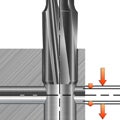
Onderbroken bewerking
Ruimers kunnen worden gebruikt voor het bewerken van:
- Dwarsgaten kleiner dan 2 mm (0.079 inch) diameter wanneer de diameter van de ruimerkop kleiner is dan 22 mm (0.866 inch)
- Dwarsgaten kleiner dan 3 mm (0.118 inch) in diameter wanneer de diameter van de ruimerkop 22 mm (0.866 inch) of groter is
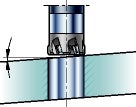
Ruimen op een hellend oppervlak of onder een hoek
Bij het ruimen op hellende oppervlakken of onder een hoek met een ruimer:
- Maximum aanbevolen intredehoek is 5 graden
- Zorg altijd voor het minimaliseren van de rondloop
- Raadpleeg a.u.b. een technisch specialist bij gebruik van volhardmetalen ruimers
Ruimen van voorbewerkt gat
Van ruimen moet niet worden verwacht dat eventuele fouten qua positie of rechtheid van het voorbewerkte gat worden gecorrigeerd.
- De rechtheid van het voorbewerkte gat moet kleiner zijn dan 0.05 mm (0.002 inch)
- Zorg ervoor dat de diameter van het voorbewerkte gat de aanbevolen radiale snedediepten mogelijk maakt