Freesformules en definities
Zoek het snijgereedschap voor uw specifieke taak en
ontvang direct aanbevelingen voor snijgegevens.
Hier vindt u een verzameling van handige freesformules en definities die worden gebruikt voor het freesproces, freesgereedschappen, freestechnieken en meer. Weten hoe de juiste snijsnelheid, voeding per tand of verspaningsvolume moet worden berekend, is van cruciaal belang om goede resultaten te behalen in elke freesbewerking.
f Tafelvoeding, v (mm/min) | f Tafelvoeding, v (inch/min) |
 |  |
c Snijsnelheid, v(m/min) | c Snijsnelheid, v (ft/min) |
 |  |
| Spiltoerental, n (omw/min) | Spiltoerental, n (tpm) |
 |  |
z Voeding per tand, f(mm) | z Voeding per tand, f (inch) |
 |  |
n Voeding per omwenteling, f (mm/omw) | n Voeding per omwenteling, f (inch/omw |
 |  |
3 Verspaningsvolume, Q (cm/min) | 3 Verspaningsvolume, Q (inch/min) |
 |  |
c Netto vermogen, P (kW) | c Netto vermogen, P (HP) |
 |  |
c Koppel, M(Nm) | c Koppel, M(lbf ft) |
 |  |
| Symbool | Identificatie/definitie | Metrisch | Imperial |
| ae | Radiale snedediepte | mm | inch |
| ap | Axiale snedediepte | mm | inch |
| DCap | Snijdiameter bij snedediepte ap | mm | inch |
| Dm | Bewerkte diameter (componentdiameter) | mm | inch |
| fz | Voeding per tand | mm | inch |
| fn | voeding per omwenteling | mm/omw | inch |
| N | Toerental | tpm | tpm |
| vc | Snijsnelheid | m/min | ft/min |
| ve | Effectieve snijsnelheid | mm/min | inch/min |
| vf | Tafelvoeding | mm/min | inch/min |
| zc | Effectief aantal tanden | stuks | stuks |
| hex | Maximum spaandikte | mm | inch |
| hm | Gemiddelde spaandikte | mm | inch |
| kc | Specifieke snijkracht | N/mm2 | N/ inch2 |
| Pc | Netto vermogen | kW | HP |
| Mc | Draaimoment | Nm | lbf ft |
| Q | Metaalverwijderingssnelheid | cm3/min | inch3/min |
| KAPR | Instelhoek | graad | |
| PSIR | Intredehoek | graad | |
| BD | Diameter gereedschap | mm | inch |
| DC | Freesdiameter | mm | inch |
| LU | Bruikbare lengte | mm | inch |
Het freesproces – definities
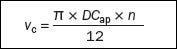
Snijsnelheid,vc
Geeft de oppervlaktesnelheid aan waarmee de snijkant het werkstuk bewerkt.
Effectieve of werkelijke snijsnelheid, ve
Geeft de oppervlaktesnelheid aan bij de effectieve diameter (DCap). Deze waarde is noodzakelijk voor het bepalen van de juiste snijgegevens bij de daadwerkelijke snedediepte (ap). Dit is vooral een belangrijke waarde bij het gebruiken van ronde wisselplaten, radiusfrezen en alle frezen met grote hoekradii, evenals frezen met een instelhoek kleiner dan 90 graden.
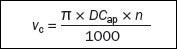
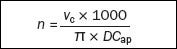
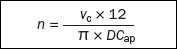
Spiltoerental, n
Het aantal omwentelingen dat het freesgereedschap maakt per minuut op de spil. Dit is een machine-georiënteerde waarde, welke wordt berekend op basis van de aanbevolen snijsnelheidwaarde voor een bewerking.
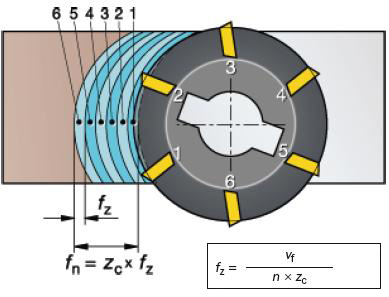
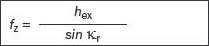
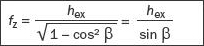
Voeding per tand, fz
Een waarde voor het berekenen van de tafelvoeding. De waarde van de voeding per tand wordt berekend op basis van de aanbevolen maximum waarde van de spaandikte.
Voeding per omwenteling, fn
Hulpwaarde die aangeeft hoe ver het gereedschap beweegt gedurende één complete omwenteling. Deze wordt specifiek gebruikt voor voedingsberekeningen en vaak om de nabewerkingscapaciteit van een frees te bepalen.
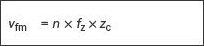
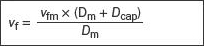
Voeding per minuut, vf
Ook wel bekend onder de naam tafelvoeding, machinevoeding of voedingssnelheid. Het is de voeding van het gereedschap in relatie tot het werkstuk in afstand per tijdseenheid in relatie tot voeding per tand en aantal tanden in de frees. Het aantal beschikbare freestanden in het gereedschap (zn) varieert aanzienlijk en wordt gebruikt voor het bepalen van de tafelvoeding terwijl het effectieve aantal tanden (zc) het aantal effectieve tanden in snede is. Voeding per omwenteling (fn) in mm/omw (inch/omw is een waarde die specifiek wordt gebruikt voor voedingsberekeningen en vaak om de nabewerkingscapaciteit van een frees te bepalen.
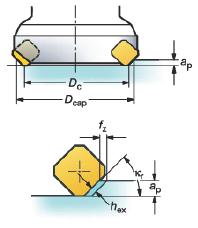
Maximum spaandikte, hex
Deze waarde is een resultaat van de freesaangrijping omdat deze is gerelateerd aan (fz), (ae) en (kr). De spaandikte is een belangrijke overweging bij het beslissen van de voeding per tand, om te waarborgen dat de meest productieve tafelvoeding wordt gebruikt.
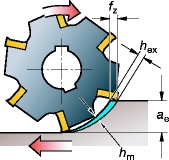
Gemiddelde spaandikte, hm
Een handige waarde voor het bepalen van de specifieke snijkracht, die wordt gebruikt voor de netto vermogensberekeningen.
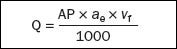
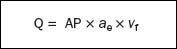
Verspaningsvolume, Q (cm3/min)
Het verwijderde volume aan metaal in kubieke cm per minuut (inch3/minuut). Dit wordt vastgesteld op basis van de waarden voor snedediepte, -breedte en voeding.
Specifieke snijkracht, kct
Een materiaalconstante welke een factor is die wordt gebruikt voor vermogensberekeningen, uitgedrukt in N/mm2
Bewerkingstijd, Tc (min)
Bewerkingslengte (lm) gedeeld door de tafelvoeding (vf).
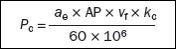
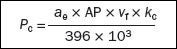
Netto vermogen, Pc en efficiency, ηmt
Machine georiënteerde waarden, welke helpen bij het berekenen van het netto vermogen, om te waarborgen dat de machine goed werkt met de frees.
Freestechnieken – definities
Lineair hellend frezen
Een gelijktijdige rechte bewerking in axiale en radiale voedingsrichtingen.
Circulair frezen
Een rond gereedschapspad op een constant z-niveau (circulaire interpolatie).
Circulair hellend frezen
Een circulair hellend gereedschapspad (spiraalvormige interpolatie).
Waterline frezen
Frezen op een constant z-niveau.
Puntfrezen
Een ondiepe radiale snede met ronde wisselplaat of radiusfrezen waarin de snijzone weg van het gereedschapscentrum wordt bewogen.
Scallop-frezen
Een configuratie met ribbelhoogten die optreedt bij het produceren van bewerkte oppervlakken.
Specifieke freesformules
Formules voor freesgereedschappen met een rechte snijkant
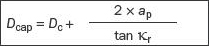
Max. snedediameter bij specifieke diepte (mm).
Vlakfrezen (gecentreerd werkstuk), rechte snijkant en zijvlakfrezen (ae > Dcap/2) mm
Zijvlakfrezen (ae < Dcap/2) recht afkanten mm.
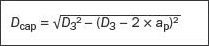
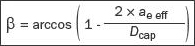
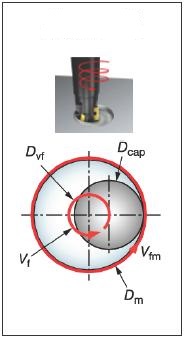
Formules voor freesgereedschappen met ronde wisselplaten
Max. snedediameter bij specifieke diepte (mm).
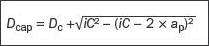
Vlakfrezen ronde wisselplaat (ae > Dcap/2) (mm)
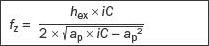
Zijvlakfrezen (ae < Dcap/2) en ronde wisselplaat (ap < iC/2) mm.

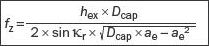
Radiusfrezen
Max. snedediameter bij specifieke diepte (mm).
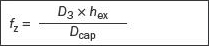
Voeding per tand (mm/tand), frees gecentreerd.
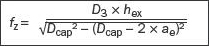
Voeding per tand (mm/tand), zijvlakfrezen
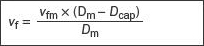
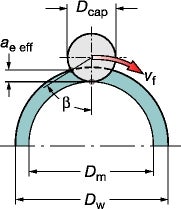
Inwendig circulair hellend frezen (3-assen) of circulair frezen (2-assen)
Berekende versie

Perifere voeding (mm/min)
Gereedschap centrumvoeding (mm/min)
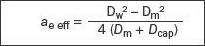
Radiale snedediepte (mm)
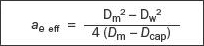
In een massief werkstuk waar Dw = 0 en ae eff = Dm/2
Voeding per tand (mm)

Bij het wijder maken van een gat,
Voeding per tand (mm)
Circulair hellend frezen in massief werkstuk
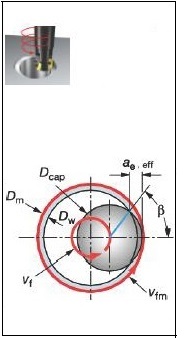
Circulair hellend frezen of circulair frezen om een gat wijder te maken.
Circulair frezen met inrollen in gereedschapspad, Dvf1
Formule voor uitwendig circulair hellend frezen (3-assen) of circulair frezen (2-assen)
Berekende versie
Perifere voeding (mm/min)
Gereedschap centrumvoeding (mm/min)

Voeding per tand (mm)

Freeswisselplaatdefinities
Wisselplaatgeometrie
Een nauwkeurigere observatie van de snijkantgeometrie laat twee belangrijke hoeken zien op de wisselplaat:
-
spaanhoek (γ)
-
snijkanthoek (β)
De macro geometrie is ontwikkeld voor het werken onder lichte- gemiddelde-, of zware omstandigheden.
-
L (Lichte) geometrie heeft een positievere, maar zwakkere snijkant (grote γ, kleine β)
-
H (Heavy) geometrie heeft een sterkere, maar minder positieve snijkant (kleine γ, grote β)
De macro geometrie heeft invloed op tal van parameters in het snijproces. Een wisselplaat met een sterke snijkant kan werken bij hogere belastingen, maar genereert ook hogere snijkrachten, verbruikt meer energie en genereert meer warmte. Materiaalgeoptimaliseerde geometrieën zijn aangeduid met de ISO classificatieletter. Geometrieën voor gietijzer bijvoorbeeld: -KL, -KM en -KH.

| | Geometrie | | |
|---|---|---|---|
| Parameter | L | M | H |
| Snijkantsterkte | Laag | Gemiddeld | Hoog |
| Snijkrachten | |||
| Energieverbruik | |||
| Max. spaandikte | |||
| Gegenereerde hitte |
Wisselplaat hoekontwerp
Het belangrijkste deel van de snijkant voor het produceren van het oppervlak is de parallelle geleiderand bs1 of, indien van toepassing, een convex wiper geleiderand bs2, of hoekradius, rε.
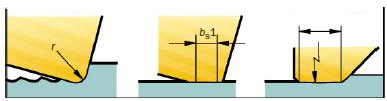
Hoekradius, r Parallelle geleiderand (bs1)Wiper geleiderand (bs2)
Definities freesgereedschap
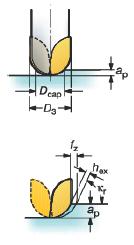
Instelhoek, (kr) (graden)
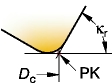
De belangrijkste snijkanthoek (kr) van de frees is de dominante factor, omdat deze invloed heeft op de snijkrachtrichting en de spaandikte.
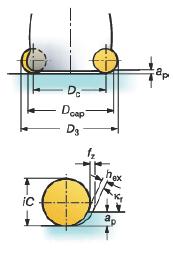
Freesdiameter – Dc (mm)
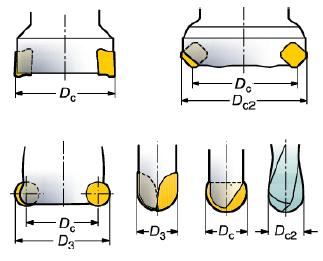
De freesdiameter (Dc) wordt gemeten over de punt (PK), waar de hoofdsnijkant de parallelle geleiderand raakt.
De belangrijkste diameter waar rekening mee gehouden moet worden is (Dcap) – de effectieve snijdiameter bij de actuele snedediepte (ap) – gebruikt voor de berekening van de daadwerkelijke snijsnelheid. D3 is de grootste diameter van de wisselplaat, voor sommige frezen is deze gelijk aan Dc.
Snedediepte – ap (mm)
De snedediepte (ap) is het verschil tussen het ongesneden en gesneden oppervlak in axiale richting. Maximum ap wordt primair beperkt door de wisselplaatgrootte en machinevermogen.
Een andere kritische factor bij voorbewerken is koppel, en bij nabewerking is het trilling.
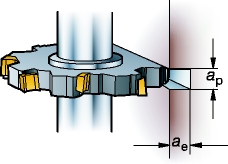
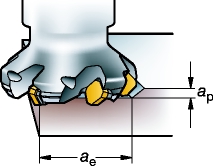
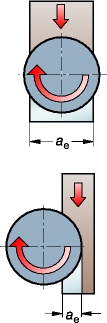
Snedebreedte, ae (mm)
De radiale breedte van de frees (ae) die aangrijpt in de snede. Vooral kritisch bij stapsgewijs plungen, en voor trillingen bij hoekfrezen, waar maximum ae met name kritisch is.
Radiale onderdompeling, ae/Dc
Radiale onderdompeling (ae / Dc) is de breedte van de snede, in relatie tot de diameter van de frees.
Aantal effectief snijdende wisselplaten op het gereedschap, zc
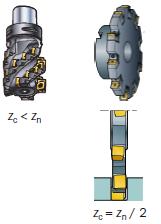
Voor het bepalen van de tafelvoeding (vf) en de productiviteit. Dit heeft vaak een kritische invloed op de spaanverwijdering en operationele stabiliteit.
Het totale aantal snijkanten op het gereedschap, zn
Afstand tussen de effectief snijdende snijkanten, u
Voor een specifieke freesdiameter, kunt u kiezen uit verschillende vertandingen: grof (-L), fijn (-M), extra fijn (- H). Een X toegevoegd aan de code, geeft een freesversie aan waarvan de vertanding iets fijner is dan het basisontwerp.

Differentiële vertanding
Geeft een ongelijke ruimte aan tussen de tanden op een frees. Dit is een zeer effectieve manier om trillingsneigingen te minimaliseren.