
CoroTurn® 107
가는 가공물의 내경 및 외경 선삭 가공
지침


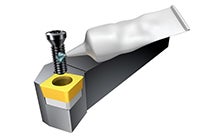
인서트 시트
손상된 인서트 시트 부위와 절삭날 지지면의 청소 및 검사
심 및 심 시트
가공 또는 취급 중에 심 코너가 파손되지 않았는지 확인하고 심 시트에 이물질이 없어야 함

접촉면
지지면과 접촉면에 손상이나 이물질이 없어야 합니다.



적용 관련 팁
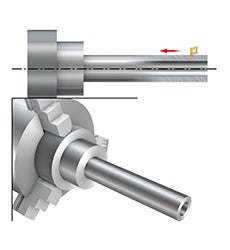
가는 부품 가공
절입각의 영향: 91/-1도에서 95/-5도로 조정하는 등의 작은 변화만으로도 가공 중의 절삭 부하 방향이 크게 달라질 수 있으므로 항상 90/0도에 가까운 각도로 작업하십시오.
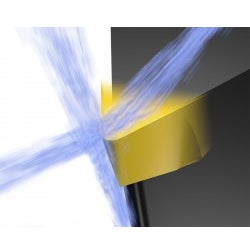
상부 및 하부 절삭유: 사용 조건 및 선택
정밀 상부 및 하부 절삭유를 사용하면 효과적으로 칩 컨트롤 문제를 해결하고 공구 수명을 연장시킬 수 있습니다. 선삭 가공에서 절삭유를 제대로 사용하는 방법 등의 절삭유 관련 권장사항에 대해 알아보십시오.
진동에 민감한 가공물
한 번에 전체를 절삭하여 척/스핀들에 부하를 가하는 것이 좋습니다. 절입각으로 절삭 부하의 방향을 정할 수 있습니다. 진입각이 커지면 셋업에 대한 절삭 부하가 발생하고 가공물에 가해지는 굽힘력이 줄어듭니다.
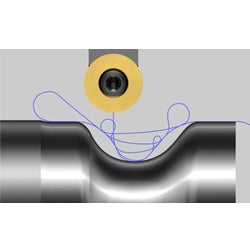
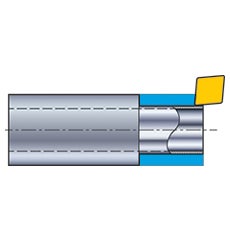
비선형 선삭 가공
비선형 선삭 가공은 난삭재의 포켓 가공을 위한 효율적인 전략입니다. 마모 지점이 절삭날 주위를 따라 이동하여 가공물 진입 시 진동 위험이 적습니다. 레일 인터페이스가 적용된 CoroTurn® 107을 사용하여 비선형 선삭 가공을 최적화하고 공정 안정성, 생산성, 공구 수명 및 칩 컨트롤의 향상, 공구 재고 감소 등의 이점을 누려 보십시오.
권장사항
인서트 및 시스템
외경 축 방향 및 단면 가공
| 정삭 가공 | 중삭 가공 | 황삭 가공 | |
| 인서트 모양 | C | C | C |
| 인서트 크기 | 09 | 09 | 12 |
| 절입각 | 95° | 95° | 95° |
| 클램핑 | 스크류 | 스크류 | 스크류 |
외경 프로파일 가공
| 정삭 가공 | 중삭 가공 |
| D | D |
| 11 | 11 |
| 93° | 93° |
| 스크류 | 스크류 |
내경 축 방향 및 단면 가공
| 정삭 가공 | 중삭 가공 | |
| 인서트 모양 | T | T |
| 인서트 크기 | 05 | 09 |
| 절입각 | 91° | 91° |
| 클램핑 | 스크류 | 스크류 |
| 홀 Ø | 6-13 | ≥ 13.5 |
내경 프로파일 가공
| 정삭 가공 | 중삭 가공 |
| D | D |
| 07 | 07 |
| 93° | 93° |
| 스크류 | 스크류 |
| ≥ 13 | ≥ 13 |
인서트 재종
| 가공 조건 | P | M | K | N | S | H |
| 좋음 | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| 보통 | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| 나쁨 | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
인서트 형상
| 가공 방법 | P | M | K | N | S | H |
| 정삭 가공 | -PF | -MF | -KF | -AL | -UM | S01020 |
| 중삭 가공 | -PM | mm | -KM | -AL | -MF | S01020 |
| 황삭 가공 | -PR | -MR | -KR | -AL | mm | S02030 |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형