
CoroCut® 2
새로운 공구, 더 커진 이점
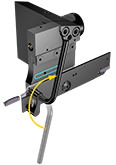

내 기계에 적합한 어댑터를 찾아보세요.
이 클램핑 유닛과 드리븐 공구 홀더는 각 기계 브랜드를 위한 고유한 볼트 패턴으로 특정 터릿 인터페이스에 맞게 설계되었습니다.
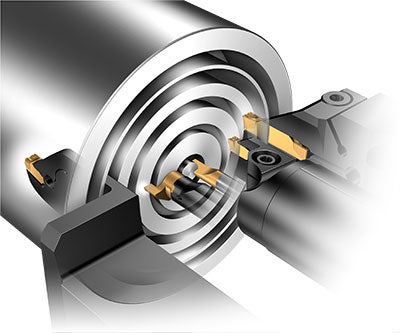
모든 절단 형상을 위한 와이퍼 설계
와이퍼 인서트를 사용하면 우수한 표면 조도 생성 및 칩 브레이킹 능력을 잃지 않으면서 높은 이송률로 가공물을 가공할 수 있습니다. 일반 가이드라인: 두 배 높은 이송률, 동일한 표면 조도. 동일한 이송, 표면 조도 두 배 향상.

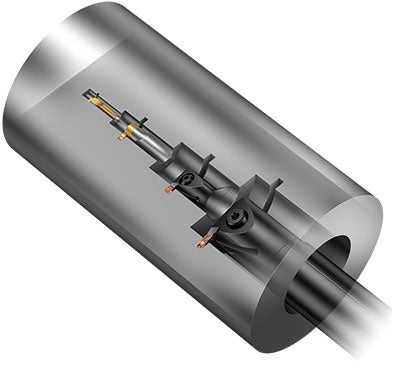
절단 블레이드 설계
짧은 클램핑 핑거로 절단 전에 챔퍼를 가공할 때 향상된 성능을 제공합니다. 향상된 안정성과 내부 절삭유 덕분에 공구 수명과 표면 조도가 모두 개선됩니다.

블레이드용 키
더 짧은 절단 블레이드 클램핑 핑거용 키는 두 개의 핀을 사용하며, 그중 하나는 중앙에 있고 돌리면 블레이드가 열립니다.
포지셔닝
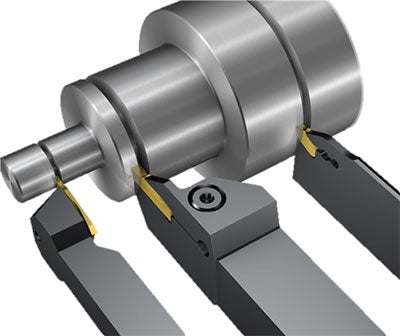
외경 홈 가공 및 절단 가공
CoroCut® 2
다목적 절단 및 홈 가공용으로 양날 인서트 덕분에 경제적입니다. 직경 40 mm (1.575 inch) 미만의 홈 가공 및 절단 가공에 우선 추천합니다.
CoroCut® 3
경제적인 얕은 절단 및 홈 가공과 작은 폭의 좁고 정밀한 써클립 홈 가공에 우선 추천합니다.
CoroCut® QD
절단 가공 및 깊은 홈 가공에 우선 추천합니다.
| 시스템 | CDX, mm | CW, mm |
| CoroCut® QD | 15–80 | 2–8 |
| CoroCut® 2 | 13–28 | 1.5–8 |
| CoroCut® 3 | 1.5–6.4 | 0.5–3.18 |
내경 홈 가공
CoroCut® 2
다목적 절단 및 홈 가공 공구입니다. 25 mm (0.984 inch) 이상 대직경의 내경 홈 가공에
우선 추천합니다. 양날 인서트 덕분에 경제적입니다.
CoroTurn® XS
정밀 연마급 공구입니다. 가장 작은 직경(2–10 mm (0.079–0.394 inch))의 가장 좁은 홈에 우선 추천합니다.
CoroCut® MB
작은 직경의 좁은 홈을 위한 경제적인 옵션입니다.
CoroCut® QI
작은 직경(12–60 mm (0.472–2.362))의 내경 홈 가공에 우선 추천합니다. 표면 품질이 우수하고 안정적인 공정 및 홈 가공 작업이 가능합니다.
| 시스템 | DMIN, mm | CDX, mm |
| CoroCut® XS | 2–7.2 | 0.4–2.5 |
| CoroCut® MB | 10–20 | 0.7–8 |
| CoroCut® QI | 12–60 | 2–19 |
| CoroCut® 2 | 25–150 | 4.5–23 |
평면 홈 가공
CoroCut® 2
다목적 절단 및 홈 가공 제품군입니다. 양날 인서트 덕분에 경제적입니다. 직경 35 mm (1.378 inch) 이상의 얕은 평면 홈 가공에 우선 추천합니다.
CoroCut® QF
직경 30 mm (1.181 inch) 이상의 깊은 평면 홈 가공에 우선 추천합니다. 깊고 좁은 홈에서도 매우 안정적입니다.
CoroCut® MB
작은 직경의 좁은 홈을 위한 경제적인 옵션입니다.
CoroTurn® XS
정밀 연마급 공구입니다. 가장 작은 직경의 가장 좁은 홈에 우선 추천합니다.
| 시스템 | DAXIN, mm | CDX, mm | CW, mm |
| CoroTurn® XS | 0.2–24 | 2–30 | 1-5 |
| CoroCut® MB | 5.64–12 | 1.5–10 | 1–4 |
| CoroCut® QI | 16–35 | 5.5–20 | 3–6 |
| CoroCut® QF | 30–500 | 20–50 | 3–8 |
| CoroCut® 2 | 34–200 | 12–28 | 2.5–8 |
추천사항
- 먼저 우선 추천 절삭 조건을 확인하십시오.
- 모든 추천 절삭 조건은 정밀 절삭유가 없는 경우를 기준으로 했습니다.
- 정밀 절삭유를 사용하면 속도를 30~50% 높일 수 있습니다.
- CoroCut® 2는 절단 및 외경 홈 가공에서 2날 인서트를 사용할 수 있는 절입 깊이를 위한 경제적인 솔루션입니다.
CoroCut® 2가 작업에 적합하지 않다면 절단 및 홈 가공 공구 페이지에서 자세한 공구 추천사항을 확인하십시오.
인서트 추천사항
인서트 시트 크기
- 인서트의 코너 반경과 시트 크기는 다양합니다. 모든 CoroCut® 2 인서트는 기존의 CoroCut® 1-2 공구 홀더와 완벽히 호환됩니다. 그러나 더욱 정확한 인서트 위치와 최소화된 인서트 움직임의 이점을 얻으려면 팁 시트 E-F-G의 경우 레일 설계가 적용된 새로운 공구 홀더로 전환해야 합니다.
- 인서트 시트 크기는 홀더 시트 크기와 일치해야 합니다.
인서트 시트 크기
- V 모양이 있는 D:
- 인서트 폭: 1.5 mm (0.059 inch)
- 절입 깊이: 8–17 mm (0.315–0.669)
- 안정적인 레일 설계의 E-L:
- 인서트 폭: 2–8 mm (0.079–0.315 inch)
- 절입 깊이: 8–32 (0.315–1.30 inch)
우선 추천 인서트
다음 차트를 이용해 작업에 가장 적합한 인서트를 찾아보십시오.
CoroCut® 2를 이용한 언더커팅
CoroCut® 2날 인서트는 여유 공간이 적은 깊이에서 저이송 언더커팅 작업을 할 때 칩 컨트롤이 매우 우수합니다.
- -RM은 모든 소재의 프로파일 가공에 적합한 다용도 형상입니다.
- CoroCut® 1-2에서 사용할 수 있는 -RO 형상은 스테인리스강, HRSA 및 기타 점착성 소재의 가공에 적합합니다.
써클립 홈 가공
낮은 절삭 부하와 우수한 표면 품질을 원한다면 -GF 형상 적용 CoroCut® 2를 사용해 보시기 바랍니다.
형상 및 적용 영역
-CM  | -CR  | -GF  | -GM  | -GL  | -TF  | -TM  | -RF  | -RM  | ||||
| 절단 가공 |  |  | |  | | | | |  | | | 주요 적용 영역 |
| 홈 가공 |  | | | | | | | | | | | 보안 적용 영역 |
| 프로파일 가공 |  | | | | | | | | | | | 추천 안 함 |
| 선삭 가공 |  | | | | | | | | | |
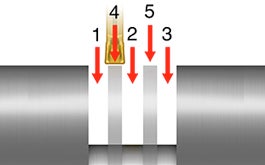
절단 가공
 |
 |
 |
 |
 |
|
| 1. 튜브 절단 | 2. 바 절단, 좋은 조건 | 3. 바 절단, 나쁜 조건 | 4. 경단속 | 5. 강단속 | |
| ISO P | GC1125 -CF* | GC1225 -CM | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| ISO M | GC1225 -CM | GC1225 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| ISO K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| ISO N | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| ISO S | GC1205 -CM | GC1205 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
CoroCut® 1-2에서 계속 사용할 수 있는 별표(*) 표시를 제외한 모든 재종과 형상이 업데이트됩니다.
- 바 또는 튜브 절단 – 양호하거나 일반적인 조건
- 바 절단 – 양호하거나 일반적인 조건(서브 척 및/또는 센터에서의 이송 감소)
- 바 절단 – 일반 조건 또는 황삭 조건, 센터에서의 이송 감소 없음
- 바 또는 튜브 절단 – 경단속 또는 중단속
- 바 또는 튜브 절단 – 중단속 또는 강단속
홈 가공
 |
 |
 |
 |
 |
|
| 홈 가공 | 넓은 홈의 선삭 | 내경 홈 | 넓은 내경 홈 | 평면 홈 | |
| ISO P | GC1225 -GF | GC4425 -TF | GC1225 -GF | GC4425 -TF | GC4425 -TF |
| ISO M | GC1135 -GF | GC1135 -TF | GC1135 -GF | GC1135 -TF | GC1135 -TF |
| ISO K | GC3115 -GM | GC3115 -TM | GC1225 -GF | GC3115 -TF | GC3115 -TF |
| ISO N | H13A -GF | H13A -TF | H13A -GF | H13A -TF | H13A -TF |
| ISO S | GC1205 -GF | GC1205 -TF | GC1205 -GF | GC1205 -TF | GC1205 -TF |
| ISO H | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* | CB7015 -S* |
CoroCut® 1-2에서 계속 사용할 수 있는 별표(*) 표시를 제외한 모든 재종과 형상이 업데이트됩니다.
프로파일 가공
 |
||
| 외경 프로파일 가공 | 내경 프로파일 가공 | |
| ISO P | GC4425 -RM | GC1225 -RF |
| ISO M | GC1225 -RM | GC1225 -RF |
| ISO K | GC4425 -RM | GC4425 -RM |
| ISO N | H10 -AM* | H10 -AM* |
| ISO S | S205 -RO* | GC1205 -RF |
| ISO H | CB7015 -RE* | CB7015 -RE* |
CoroCut® 1-2에서 계속 사용할 수 있는 별표(*) 표시를 제외한 모든 재종과 형상이 업데이트됩니다. -RO 및 -AM은 연마급 절삭날이고 -RM보다 공차가 더 정밀합니다. 높은 반복성이 필요할 경우 -RO/-AM을 사용하십시오.
문제 해결 마모 유형
| 마모 유형 | 원인 | 해결책 |
구성인선  | 1. 너무 낮은 절삭날 온도 2. 부적합한 형상이나 재종 | 1. 절삭 속도 및/또는 이송을 증가시키십시오. 2. 가급적이면 날이 더 날카로운 PVD 코팅 재종을 선택하십시오. |
치핑/파손  | 1. 경도가 너무 높은 재종 2. 너무 약한 형상 3. 불안정한 조건 4. 너무 높은 절삭 조건 | 1. 경도가 더 낮은 재종을 선택하십시오. 2. 더 높은 이송 영역을 위한 형상을 선택하십시오. 3. 오버행을 줄이십시오. 중심 높이를 확인하십시오. 4. 절삭 조건을 낮추십시오. |
소성 변형  | 1. 절삭 영역 온도가 너무 높음 2. 부적합한 재종 3. 절삭유 공급 부족 | 1. 절삭 속도 및/또는 이송을 감소시키십시오. 2. 내마모성이 더 강한 재종을 선택하십시오. 3. 절삭유 공급 방식을 개선하십시오. |
노치 마모  | 1. 절입 깊이에서의 산화 2. 너무 높은 절삭날 온도 | 1. 절입 깊이를 변화시키십시오(램핑 가공). 2. 절삭 속도를 줄이십시오. |
전면 마모  | 1. 너무 높은 절삭 속도 2. 너무 연한 재종 3. 절삭유 공급 부족 | 1. 절삭 속도를 감소시키십시오. 2. 내마모성이 더 강한 재종을 선택하십시오. 3. 절삭유 공급 방식을 개선하십시오. |
상면 마모  | 1. 너무 높은 절삭 속도 2. 너무 연한 재종 3. 너무 높은 이송 4. 절삭유 공급 부족 | 1. 절삭 속도를 감소시키십시오. 2. 내마모성이 더 강한 재종을 선택하십시오. 3. 이송을 감소시키십시오. 4. 절삭유 공급 방식을 개선하십시오. |
코드 키
인서트

1. 제품 영역
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. 제품군
2 = CoroCut® 2
3. 제품 코드(TPC)
R = 반경 방향 절단 및 홈 가공용 인서트 교환형 공구 품목
A = 축 방향 절단 및 홈 가공용 인서트 교환형 공구 품목
T = 선삭용 인서트 교환형 공구 품목
I = 인서트 교환형 품목
4. 인서트 시트 크기 코드
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
5. 날 개수
1 = 1날 인서트
2 = 2날 인서트
6. 인서트 방향
R = 우승수
L = 좌승수
N = 중립
7. 절삭 폭
예:
0300 = 절삭 폭 3.0 mm
8. 선단각
예:
00 = 0°
05 = 5°
9. 코너 반경
예:
02 = 0.2 mm
04 = 0.4 mm
10. 형상 기호
첫 번째 숫자: 작업 유형
C = 절단 가공(Cut)
G = 홈 가공
T = 선삭 가공
R = 프로파일 가공(Round)
두 번째 숫자:
F = 저이송
M = 중이송
R = 고이송
11. 재종 코드
예:
4425
절단 및 홈 가공 공구

1. 제품 영역
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. 제품군
2 = CoroCut® 2
3. 제품 코드(TPC)
R = 반경 방향 절단 및 홈 가공용 인서트 교환형 공구 품목
A = 축 방향 절단 및 홈 가공용 인서트 교환형 공구 품목
T = 선삭용 인서트 교환형 공구 품목
I = 인서트 교환형 품목
4. 기계 커플링 유형
CC = Coromant Capto® 커팅 유닛
QS = QS 섕크 공구
RS = 직사각형 섕크 공구
SL = SL 커팅 헤드
BN = 중립 커플링이 있는 절단용 블레이드
BR = 우승수 커플링이 있는 절단용 블레이드
BL = 좌승수 커플링이 있는 절단용 블레이드
CE = EasyFix 슬리브용 홈이 있는 원통형 섕크
CF = 사이드록 원통형 섕크
5. 기계 커플링 크기
3 = Capto C3, 30 mm 플랜지
4 = Capto C4, 40 mm 플랜지
5 = Capto C5, 50 mm 플랜지
6 = Capto C6, 63 mm 플랜지
8 = Capto C8, 80 mm 플랜지
08 = 8 x 8 mm 섕크 공구
10 = 10 x 10 섕크 공구
12 = 12 x 12 mm 섕크 공구
16 = 16 x 16 mm 섕크 공구
20 = 20 x 20 mm 섕크 공구
25 = 25 x 25 mm 섕크 공구
32 = 32 x 32 mm 섕크 공구
40 = 40 x 40 mm 섕크 공구
A06 = 6/16 inch (3/8 inch) 섕크 공구
A08 = 8/16 inch (1/2 inch) 섕크 공구
A10 = 10/16 inch (5/8 inch) 섕크 공구
A12 = 12/16 inch (3/4 inch) 섕크 공구
A16 = 16/16 inch (1 inch) 섕크 공구
A20 = 20/16 inch (1 1/4 inch) 섕크 공구
A24 = 24/16 inch (1 1/2 inch) 섕크 공구
16 = 16 mm 원통형 섕크 공구
20 = 20 mm 원통형 섕크 공구
25 = 25 mm 원통형 섕크 공구
32 = 32 mm 원통형 섕크 공구
40 = 40 mm 원통형 섕크 공구
50 = 50 mm 원통형 섕크 공구
A10 = 10/16" (5/8") 원통형 섕크 공구
A12 = 12/16" (3/4") 원통형 섕크 공구
A16 = 16/16" (1") 원통형 섕크 공구
A20 = 20/16" (1 1/4") 원통형 섕크 공구
A24 = 24/16" (1 1/2") 원통형 섕크 공구
A32 = 32/16" (2") 원통형 섕크 공구
25 = 25 mm SL 커팅 헤드
32 = 32 mm SL 커팅 헤드
40 = 40 mm SL 커팅 헤드
70 = 70mm SL 커팅 헤드
21 = 블레이드 HF 측정값 21.4 mm
25 = 블레이드 HF 측정값 25 mm
45 = 블레이드 HF 측정값 45 mm
6. 공구 방향
N = 중립
R = 우승수 공구
L = 좌승수 공구
7. 인서트 시트 크기 코드
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
8. 최대 절입 깊이
예:
20 = CDX 20 mm
9. 절삭유 유형
A = 정밀 상부 절삭유
B = 정밀 하부 절삭유
C = 정밀 상부 및 하부 절삭유
D = 절삭유 없음
G = 내부 절삭유
10. 인서트 클램핑
A = 스프링 클램프
B = 스크류 클램프
C = 얕은 홈 가공
D = 곡선 보강 스크류 클램프
E = 직선 보강 스프링 클램프
F = 직선 보강 스크류 클램프
S = Swiss 섕크용 각진 스크류 클램프
11. 인서트 시트 수(블레이드에만 해당)
1 = 인서트 시트 1개
2 = 인서트 시트 2개
평면 홈 가공 공구

1. 제품 영역
T = CoroTurn
C = CoroCut
M = CoroMill
D = CoroDrill
B = CoroBore
2. 제품군
2 = CoroCut® 2
3. 제품 적용(TPC)
R = 반경 방향 절단 및 홈 가공 인서트 교환형
A = 축 방향 절단 및 홈 가공 인서트 교환형
T = 선삭 가공 인서트 교환형
4. 기계 커플링 유형
CC = Coromant Capto® 커팅 유닛
QS = QS 섕크 공구
RS = 직사각형 섕크 공구
SL = SL 커팅 헤드
5. 기계 커플링 크기
4 = Capto C4, 40 mm 플랜지
5 = Capto C5, 50 mm 플랜지
6 = Capto C6, 63 mm 플랜지
20 = 20 x 20 mm 섕크 공구
25 = 25 x 25 mm 섕크 공구
32 = 32 x 32 mm 섕크 공구
A12 = 12/16 inch (3/4 inch) 섕크 공구
A16 = 16/16 inch (1 inch) 섕크 공구
A20 = 20/16 inch (1 1/4) inch) 섕크 공구
32 = 32 mm SL 커팅 헤드
40 = 40 mm SL 커팅 헤드
70 = 70mm SL 커팅 헤드
6. 공구 방향
R = 우승수 공구
L = 좌승수 공구
7. 홀더 스타일
F = 0도 접근각
G = 90도 접근각
8. 인서트 시트 크기 코드
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. 최대 절입 깊이(CDX)
예:
18 = CDX 18 mm
10. 블레이드 유형
A = 내경 평면 홈 가공을 위한 블레이드 커브
B = 보스까지 평면 홈 가공을 위한 블레이드 커브
11. 1차 절삭의 최소 직경
예:
220 = 220 mm
12. 절삭유 유형
A = 정밀 상부 절삭유
B = 정밀 하부 절삭유
C = 정밀 상부 및 하부 절삭유
D = 절삭유 없음
13. 인서트 클램핑
A = 스프링 클램프
B = 스크류 클램프
C = 얕은 홈 가공
D = 스크류 클램프 보강
프로파일 가공 공구

1. 제품 영역
T = CoroTurn(일반 선삭 가공)
C = CoroCut(절단 및 홈 가공)
M = CoroMill
D = CoroDrill
B = CoroBore
2. 제품군
2 = CoroCut® 2
3. 제품 적용(TPC)
R = 반경 방향 P&G 인서트 교환형(T711 & T714)
A = 축 방향 P&G 인서트 교환형 공구 품목(T713)
T = 선삭 가공 인서트 교환형(T712)
4. 기계 커플링 유형
CC = Coromant Capto® 커팅 유닛
QS = QS 섕크 공구
RS = 직사각형 섕크 공구
SL = SL 커팅 헤드
BF = 사이드록 보링 바
BE = EasyFix 슬리브용 홈이 있는 보링 바
5. 기계 커플링 크기
3 = Capto C3, 30 mm 플랜지
4 = Capto C4, 40 mm 플랜지
5 = Capto C5, 50 mm 플랜지
6 = Capto C6, 63 mm 플랜지
8 = Capto C8, 80 mm 플랜지
08 = 8 x 8 mm 섕크 공구
10 = 10 x 10 섕크 공구
12 = 12 x 12 mm 섕크 공구
16 = 16 x 16 mm 섕크 공구
20 = 20 x 20 mm 섕크 공구
25 = 25 x 25 mm 섕크 공구
32 = 32 x 32 mm 섕크 공구
40 = 40 x 40 mm 섕크 공구
A06 = 6/16" (3/8") 섕크 공구
A08 = 8/16" (1/2") 섕크 공구
A10 = 10/16" (5/8") 섕크 공구
A12 = 12/16" (3/4") 섕크 공구
A16 = 16/16" (1") 섕크 공구
A20 = 20/16" (1 1/4") 섕크 공구
A24 = 24/16" (1 1/2") 섕크 공구
25 = 25 mm SL 커팅 헤드
32 = 32 mm SL 커팅 헤드
40 = 40 mm SL 커팅 헤드
70 = 70mm SL 커팅 헤드
16 = 16mm 보링 바
20 = 20 mm 보링 바
25 = 25 mm 보링 바
32= 32 mm 보링 바
40 = 40mm 보링 바
50 = 50 mm 보링 바
A10 = 10/16" (5/8") 보링 바
A12 = 12/16" (3/4") 보링 바
A16 = 16/16" (1") 보링 바
A20 = 20/16" (1 1/4") 보링 바
A24 = 24/16" (1 1/2") 보링 바
A32 = 32/16" (2") 보링 바
6. 공구 방향
R = 우승수 공구
L = 좌승수 공구
7. 최대 램핑 각도(RMPX)
07 = 7도
20 = 20도
45 = 45도
70 = 70도
8. 인서트 시트 크기
D = 1.5 mm
E = 2.0 mm
F = 2.5 mm
G = 3.0 mm
H = 4.0 mm
J = 5.0 mm
K = 6.0 mm
L = 8.0 mm
9. 최대 절입 깊이
예:
25 = CDX 25 mm
10. 절삭유 유형
A = 정밀 상부 절삭유
B = 정밀 하부 절삭유
C = 정밀 상부 및 하부 절삭유
D = 절삭유 없음
G = 내부 절삭유
11. 클램핑 시스템
A = 스프링 클램프
B = 스크류 클램프
C = 얕은 홈 가공
D = 스크류 클램프 보강
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형