
CoroCut® QF
안정적인 단면 홈 가공
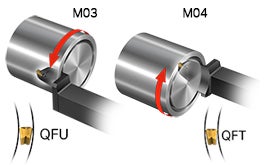
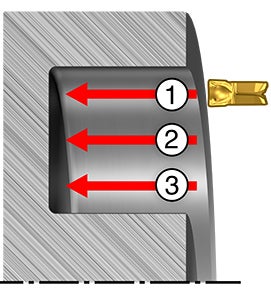
시계 방향 또는 반시계 방향 스핀들 회전
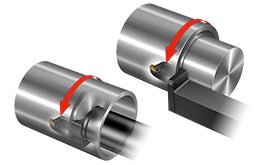
A 또는 B 곡선
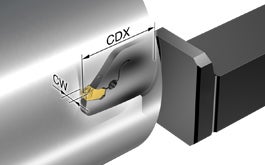
인서트 폭
홈에 사용할 수 있는 가장 넓은 인서트와 공구를 사용하십시오. 홀더가 넓을수록 강도와 안정성이 향상됩니다.
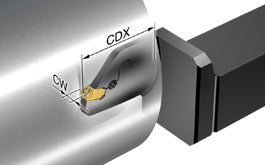
최대 절입 깊이(CDX)
절입 깊이(CDX)가 가장 짧은 공구를 사용해 안정성을 극대화하십시오.




적용 팁
단면 홈 가공 방법
단면 홈 가공 때 용도에 따라 몇 가지 방법을 사용할 수 있습니다.
여러 방법을 고려할 수 있지만, 축 방향 이송에 기반한 황삭, 측면 선삭에 기반한 황삭, 정삭 및 깊은 홈 가공 방법을 꼭 알아보십시오.
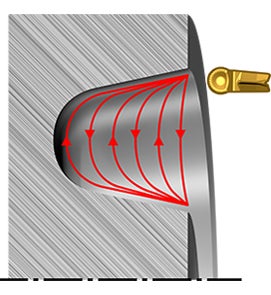
비선형 공구 경로 프로파일 가공
비선형 공구 경로 프로파일 가공에서는 인서트의 전체 전면 인선을 사용하며, 인서트와 소재의 접촉점이 항상 변합니다. 칩 컨트롤 및 절삭 마모를 최적화하고 인장을 방지하려면 이 방법을 사용하십시오.

정밀 절삭유
기계의 최대 절삭유 압력이 7~10 bar (102‒145 PSI) 수준으로 낮아도 정밀 절삭유가 공급되는 단면 홈 가공 공구를 사용하십시오.
정밀 절삭유는 칩 배출을 향상시키고 홈에서 칩이 걸릴 위험을 줄여줍니다.
최대한 높은 절삭유 압력(최대 80 bar (1160 PSI))을 사용해 칩 컨트롤과 배출을 향상시키십시오.
권장사항
| 절삭 폭(CW), mm (inch) |
최대 절입 깊이 범위(CDX), mm (inch) |
최소 1차 절삭 직경(DAXIN), mm (inch) |
최소 코너 반경, mm (inch) |
| 3 (0.118) | 20–30 (0.79–1.18) | 30 (1.18) | 0.2 (0.008) |
| 4 (0.157) | 22–38 (0.87–1.50) | 30 (1.18) | 0.2 (0.008) |
| 6 (0.236) | 26–38 (1.02–1.50) | 45 (1.77) | 0.4 (0.016) |
| 8 (0.315) | 33–50 (1.30–1.97) | 60 (2.36) | 0.8 (0.031) |
우선 추천 재종 및 형상

|  |

|  | |
| 가공물 소재 | 깊고 넓은 홈 | 깊고 좁은 홈 | 단조 소재 정삭 | 프로파일 가공 |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- -TF 형상은 일반 작업의 축 방향 및 측면 이송을 이용한 홈 가공에 최적화되어 있습니다.
- 연마 -GF 형상이 사용되어 홈 가공의 정확성과 반복성 향상되었습니다. 기본 용도는 축 방향 이송을 이용한 홈 가공입니다. -GF는 측면 이송으로 정삭에서 사용할 수 있지만, 일반적으로 측면 선삭에는 적합하지 않습니다.
- -RM 형상은 프로파일 가공용으로 제작되었으며, 축 방향 및 측면 이송 둘 다에서 효과적입니다. 원형 인서트의 경우 축 방향 이송을 이용한 전체 폭 홈 가공을 권장하지 않습니다.
코드 키
QS™ 섕크 및 섕크
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | b |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- 제품군
- 스핀들 회전
T – 시계 방향 스핀들 회전
U – 반시계 방향 스핀들 회전 - 공구 승수
R – 우승수
L – 좌승수
- 홀더 스타일
F – 0º
G – 90º - 인서트 시트 크기
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - 최대 절입 깊이(CDX)
- 절삭유
- 섕크 치수
2525 – 25x25 mm
16 – 16/16 inch
3232 – 32x32 mm - 1차 절삭 최소 직경, mm (DAXIN)
- 곡선 유형
A – 내경 가공용
B – 보스까지 단면 홈 가공용
CoroTurn® SL 헤드
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- 커플링
SL - 제품군
- 스핀들 회전
T – 시계 방향 스핀들 회전
U – 반시계 방향 스핀들 회전
- 공구 승수
R – 우승수
L – 좌승수 - 인서트 시트 크기
G – 3 mm
H – 4 mm
K – 6 mm - 최대 절입 깊이(CDX)
- 절삭유
C – 정밀 절삭유 - 섕크 치수
2525 – 25x25 mm
16 – 16/16 inch - 1차 절삭 최소 직경, mm (DAXIN)
- 곡선 유형
A – 내경 가공용
B – 보스까지 단면 홈 가공용
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- 커플링 크기
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - 제품군
- 스핀들 회전
T – 시계 방향 스핀들 회전
U – 반시계 방향 스핀들 회전
- 공구 승수
R – 우승수
L – 좌승수 - 인서트 시트 크기
K – 6 mm
L – 8 mm - 최대 절입 깊이(CDX)
- 절삭유
- 1차 절삭 최소 직경, mm (DAXIN)
- 곡선 유형
A – 내경 가공용
B – 보스까지 단면 홈 가공용
인서트
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- 제품군
- 스핀들 회전
T – 시계 방향 스핀들 회전
U – 반시계 방향 스핀들 회전
- 인서트 시트 크기
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - 인서트 폭(CW)
0400 – 4 mm
0300 – 3 mm
- 인서트 코너 반경
02 – 0.20 mm
03 – 0.30 mm
04 – 0.40 mm
08 – 0.80 mm - 인서트 형상
TF – 홈 가공 및 측면 선삭
GF – 홈 가공 연마급
RM – 프로파일 가공
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service) 沪ICP备20012694号-1 京公网安备 11010502044395号경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형