
超硬ソリッド工具の再研磨・再コーティング
超硬ソリッド工具の再研磨・再コーティング

品質の再生
工具の再研磨・再コーティングにより、摩耗した超硬ソリッドドリルおよびエンドミルは新品の品質に再生され、工具寿命が延長されます。再研磨・再ーティングは製造業における原材料の利用率を向上させ、同時にお客様の工具コストを低減します。
工具を元の品質に復元し、工具のライフサイクル全体を延長
工具の設計プロセスに、再研磨・再コーティングを担当するセンターが参加しています。そのため、のちの再研磨・再コーティングにおいて設計の厳密な再現が可能になり、それにより新品工具と同等の性能を保証します。再研磨・再コーティングプロセスは、新品工具のブレーカとコーティングを再現します。再研磨・再コーティング工具の性能テストは新品の工具と同じプロセスで行われます。
下に示したグラフは、4個の新しい工具を購入するコスト ( I ) と、1個の工具を購入してそれを3回再研磨・再コーティングするコスト ( II ) を比較したものです。最大50%のコストを節約できます。
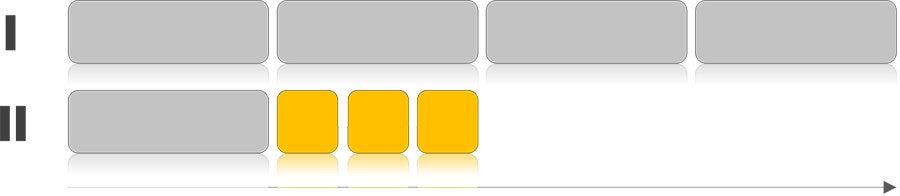
総工具コスト
再研磨・再コーティング対応工具
以下の工具は、再研磨・再コーティングが可能です:
再研磨・再コーティングのための梱包
搬送中の工具のダメージを防止するために、以下の指示に従ってください:
- 工具が互いにぶつかることを防止するため、納品時のオリジナルのプラスチックパッケージを使用してください。
- オリジナルのパッケージがない場合は、発泡ラップまたは同様の保護材を使用してください。
- 搬送ボックスとともに送られてきた2個の発泡材インレーの間にすべての工具を収めてください。
クリックすると画像が拡大表示されます
リサイクル
超硬ソリッド工具が寿命に達したら、サンドビック・コロマントの買い戻しプログラムについてご検討ください。お客様の超硬ソリッド工具はリサイクルされ、新しい工具の製造に使用されます。超硬のリサイクルに関する詳細はこちら
新しい超硬ソリッド工具の発見
新しい工具をお探しなら、超硬ソリッド工具セクションをご確認ください。

工具摩耗の特定
工具の摩耗タイプの特定には、以下のガイドをご利用ください。
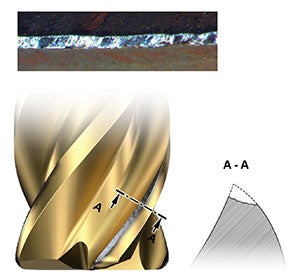
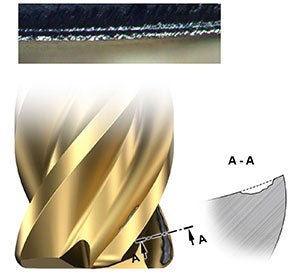
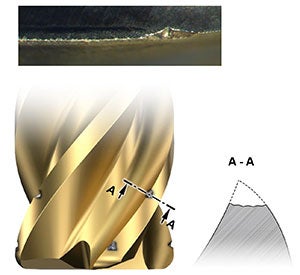
均一な逃げ面摩耗
最も一般的な摩耗タイプの1つ (鋼 (ISO-P) のドライ加工で一般的)。通常切れ刃側から摩耗し始め、切れ刃のすくい面に向けて進む。
主な摩耗メカニズム - こすり摩耗
原因:
- 高い切削速度と低い送り
- 低い耐摩耗性
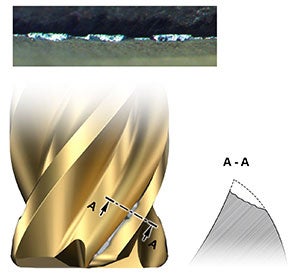
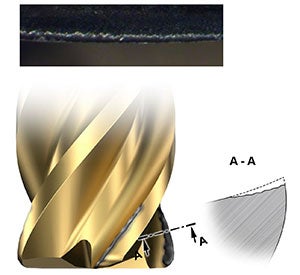
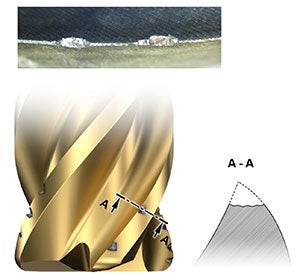
不均一な逃げ面摩耗
初めは、刃先のある部分が他より早く摩耗する。
主な摩耗メカニズム - コーティングの部分的な剥離および刃先の不規則なマイクロチッピングが発生し、こすり摩耗が起きる。
原因:
- 高い切削速度と低い送り
- びびり
- 低い耐摩耗性
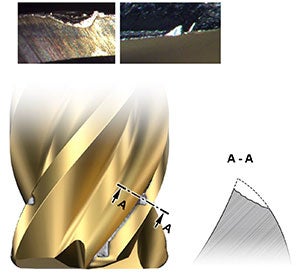
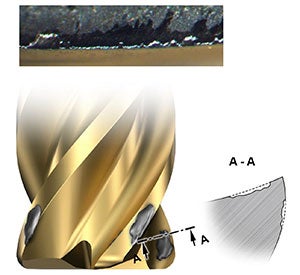
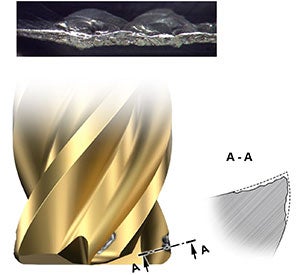
局部的な逃げ面摩耗
通常工具のコーナおよび/または最大切込み時。.
主な摩耗メカニズム - こすり、熱・機械的または化学的摩耗原因。
原因:
- 高温
- びびり
- 切りくず噛み
クレーター摩耗
ソリッドエンドミルで見られるのは稀。
主な摩耗メカニズム – 化学的および摩耗性。
原因:
- 高温(高い切削速度)
段のある表面摩耗
外部給油で発生する。
主な摩耗メカニズム – 化学的摩耗
原因:
- 高温
フレーキング (剥離)
通常、刃先に容易に溶着する被削材を加工中に発生する。
主な摩耗メカニズム – こすり摩耗
原因:
- 粘性が高い ワーク材
均一なチッピング (つぶれ)
切れ刃の損傷は少ない。チッピングにより他の摩耗タイプが発生することがある。
主な摩耗メカニズム – 熱・機械的またはこすり摩耗
原因:
- 切刃が弱すぎる、脆すぎる
- 過度の温度変動
- びびり

くし状のクラック
切刃に発生し、すくい面およびフランク面に広がる。初めは切刃に対して垂直方向に発生し、横方向の亀裂ができて、切刃のチッピングに広がる。主な摩耗メカニズム – 熱・機械的摩耗
原因:
- 温度の急速な変動
局部的なチッピング
エッジラインに沿った特定の位置に一貫して損傷が発生する。
主な摩耗メカニズム – 熱・機械的またはこすり摩耗
原因:
- 切刃が弱すぎる、脆すぎる
- 過度の温度変動
- びびり
切りくず噛み
不均一なチッピング
エッジラインに沿って不規則な切れ刃の損傷がある。
主な摩耗メカニズム – 熱・機械的またはこすり摩耗
原因:
- 切刃が弱すぎる、脆すぎる
- 過度の温度変動
- びびり
- 切りくず噛み
- 対応策
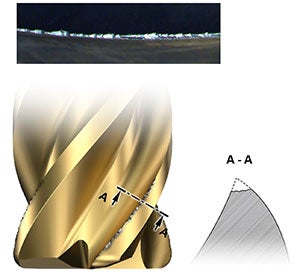
トップスライス
通常、耐熱合金 (ISO-S) 材の加工時に発生する。エッジラインから始まり、すくい面へ広がり、トップスライスを形成する。
主な摩耗メカニズム – こすり摩耗およびもろい破断
原因:
- 粘性が高い ワーク材
- 高温
- びびり
