
CoroCut® 1-2
Troncatura e scanalatura versatili
Istruzioni di manipolazione
Leggete e scaricate le istruzioni di manipolazione degli steli QS CoroCut 1-2
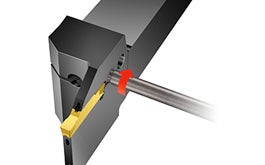
Cambio degli inserti e collegamento del refrigerante su steli QS

Trovate l'adattatore più adatto alla vostra macchina
Questi dispositivi di bloccaggio e portautensili rotanti sono stati progettati per soddisfare specifiche interfacce di torretta, con modelli di bulloni specifici per ogni marchio di macchina.
Consigli applicativi
Alcuni accorgimenti, quando effettivamente adottati, possono migliorare sensibilmente le operazioni di troncatura e scanalatura.
Visitate la sezione dedicata alle conoscenze tecniche in materia di troncatura e scanalatura
Raccomandazioni
- Iniziate con i dati di taglio consigliati come scelta prioritaria
- Tutti i dati di taglio consigliati si riferiscono a lavorazioni senza refrigerante ad alta precisione
- Quando si utilizza il refrigerante ad alta precisione, aumentare la velocità del 30-50%
- Nelle operazioni di troncatura e scanalatura, CoroCut® 1-2 è la soluzione in efficienza costi fino alle profondità in cui è possibile utilizzare gli inserti a 2 taglienti.
Se CoroCut 1-2 non risponde alle vostre esigenze, passate alla pagina Utensili per troncatura e scanalatura per altre raccomandazioni sugli utensili.
Raccomandazioni relative agli inserti
Dimensioni delle sedi inserto
- Gli inserti sono disponibili in differenti dimensioni e con raggi di punta differenti
- Le misure della sede dell'inserto devono corrispondere a quelle della sede dell'utensile
Dimensioni delle sedi inserto
- D-G con forma a V:
- Larghezze inserto: 1.5-3 mm (0.059-0.118 poll.)
- Profondità di taglio: 12.9-18.8 mm (0.508-0.740 poll.)
- H-R con design a binario:
- Larghezze inserto: 4-15 mm (0.157-0.394 poll.)
- Profondità di taglio: 23.7-28.0 mm (0.933-1.102 poll.)
Inserti di scelta prioritaria
Fare riferimento alle tabelle che seguono, per trovare l'inserto di scelta prioritaria per una determinata operazione
Esecuzione di scarichi con CoroCut® 1-2
Gli inserti CoroCut® a due taglienti offrono grande controllo truciolo nell'esecuzione di scarichi con piccole profondità a bassi avanzamenti.
- -RM è una geometria universale per la profilatura su tutti i materiali
- Utilizzate la geometria -RO per le operazioni su acciaio inossidabile, HRSA ed altri materiali con tendenza all'incollamento
Scanalatura di sedi anelli elastici
Per ottenere basse forze di taglio e buona finitura superficiale, utilizzate CoroCut® 1-2 con geometria -GF
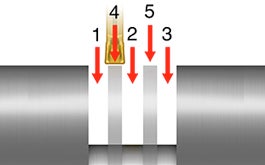
Raccomandazioni relative agli inserti di troncatura
1 |
2 |
3 |
4 |
5 |
|
| Acciaio | GC1125 -CF | GC1125 -CM | GC2135 -CR | GC2135 -CM | GC2135 -CR |
| Acciaio inossidabile | GC1125 -CM | GC1125 -CM | GC2135 -CM | GC1145 -CM | GC1145 -CM |
| Ghisa | GC4325 -CM | GC4325 -CM | GC2135 -CR | GC2135 -CR | GC2135 -CR |
| Metalli non ferrosi | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| HRSA e Ti | GC1105 -CM | GC1105 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| Acciaio temprato | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S |
- Troncatura di barre o tubi - condizioni da buone a normali
- Troncatura di barre - condizioni da buone a normali (contromandrino e/o riduzione dell'avanzamento al centro)
- Troncatura di barre - condizioni da normali a difficili, senza riduzione dell'avanzamento al centro
- Troncatura di barre o tubi - intermittenza da leggera a media
- Troncatura di barre o tubi - intermittenza da media a forte
Raccomandazioni relative agli inserti di scanalatura
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
| Acciaio | GC1125 -GF | GC4325 -TF | GC4325 -RM | GC1125 -RO | GC1125 -GF | GC4325 -TF | GC4325 -TF |
| Acciaio inossidabile | GC2135 -GF | GC2135 -TF | GC1125 -RO | GC1125 -RO | GC2135 -GF | GC2135 -TF | GC2135 -TF |
| Ghisa | GC3115 -GM | GC3115 -TM | GC4325 -RM | GC4325 -RM | GC1125 -GF | GC3115 -TF | GC3115 -TF |
| Metalli non ferrosi | H13A -GF | H13A -TF | GC1105 -AM | GC1005 -AM | H13A -GF | H13A -TF | H13A -TF |
| HRSA e Ti | GC1105 -GF | GC1105 -TF | S05F -RO | S05F -RO | GC1105 -GF | GC1105 -TF | GC1105 -TF |
| Acciaio temprato | CB7015 -S | CB7015 -S | CB7015 -RE | CB7015 -RE | CB7015 -S | CB7015 -S | CB7015 -S |
- Scanalatura
- Tornitura di scanalature larghe
- Profilatura esterna
- Profilatura interna
- Scanalatura interna
- Tornitura di scanalature larghe internamente
- Scanalatura frontale
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号