
CoroMill® 490
Scelta prioritaria per fresatura di spallamenti generale e ripetuta

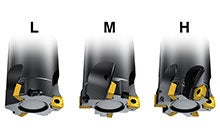
Selezionare la giusta geometria di inserto
Geometria leggera (-L) Geometria media (-M) Geometria pesante (-H)
Come scegliere il giusto passo
Quando si sceglie il numero più adatto di taglienti effettivi, zc, per l'operazione, è essenziale considerare il passo (distanza tra i taglienti).
Ulteriori informazioni

Selezionare il giusto portautensile
Il montaggio dell'utensile incide notevolmente sul risultato della fresatura. Maggiore è la profondità di taglio, più importanti sono la misura e la stabilità dell'accoppiamento, poiché le forze radiali sono rilevanti quando si utilizzano frese per spallamenti, soprattutto quelle a riccio.
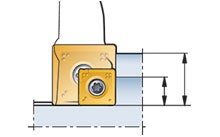
Profondità di taglio
Dimensioni inserto 08 Dimensioni inserto 14

Consigli applicativi

Checklist e suggerimenti per l'applicazione
Che cosa considerare quando si esegue un'operazione di fresatura di spallamenti? Ecco alcuni utili suggerimenti.
Formazione truciolo
La formazione e l'evacuazione truciolo sono fondamentali per garantire la qualità delle operazioni di fresatura. Scoprite come gestire la formazione truciolo, senza dimenticare la regola più importante: da spesso a sottile.
Posizione della fresa
Durante la fresatura, ogni volta che entrano in taglio, i taglienti sono soggetti a un carico d'urto. Per la corretta riuscita di un'operazione di fresatura, è necessario considerare il giusto tipo di contatto tra tagliente e materiale in corrispondenza dei punti di entrata e uscita dal taglio.
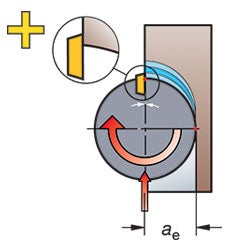
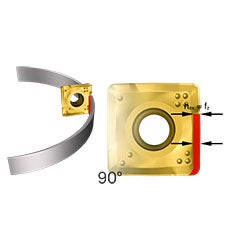
Entrata nel componente
La fresatura di spallamenti viene spesso eseguita con un basso impegno radiale ed è quindi importante considerare l'avanzamento per dente (fz) rispetto allo spessore massimo del truciolo (hex).
Calcolando i parametri di taglio in base al valore di hex corretto, è invece possibile ottenere una buona azione di taglio, con una migliore finitura superficiale e maggiore durata utensile.
Raccomandazioni
Selezione del corpo fresa
●
Condizioni difficili

L
Stabilità e potenza limitate
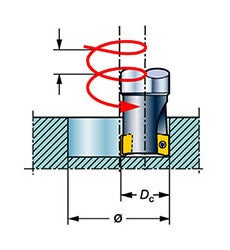
Operazioni profonde di scanalatura dal pieno
Basse forze di taglio
◐
Condizioni normali

M
Uso generale
○
Condizioni buone

H
Materiali a truciolo corto
Materiali resistenti al calore
Operazioni di contornatura
Inserto di scelta prioritaria
| Sgrossatura | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Lavorazione media | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Finitura | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Seguici e rimani aggiornato
Iscriviti ora alla nostra newsletter

Sandvik Italia SpA - Div. Coromant - Via A. Raimondi, 13 Milano - P. IVA 00750020158
02 94752020 沪ICP备20012694号-1 京公网安备 11010502044395号