
Furatfúrás

A fúrási műveletre gyakran a gyártási folyamat végén kerül sor, amikorra a korábbi műveletek már növelték az alkatrész értékét. Bár látszólag egyszerű, a fúrási alkalmazás egy összetett művelet, amely jelentős következményekkel járhat, ha a szerszám meghibásodik vagy a kapacitásán túl üzemeltetik.
Kezdeti megfontolások furatok fúrásához
1. A furat
A furatfúrás három alapvető szempontja:
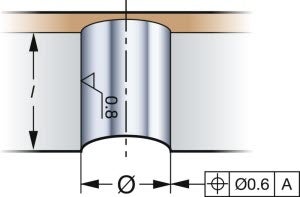
- Furatátmérő
- Furatmélység
- Furatminőség
A furat típusa és a szükséges pontosság is hatással van a szerszámválasztásra. A fúrást befolyásolja a szabálytalan vagy ferde belépő/kilépő felület és keresztfuratok.
Furattípusok
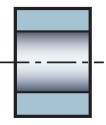
Átmenő
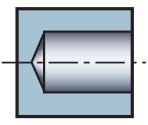
Zsák
Élletörés
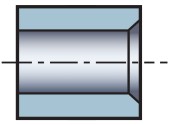
Lépcsős
Belépés
Kilépés

Kereszt
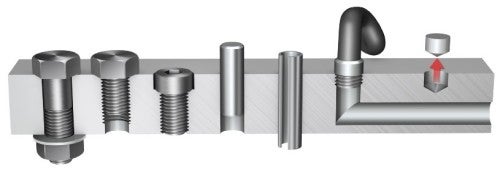
- Furatok hézaggal csavarok számára
- Furatok csavarmenettel
- Süllyesztett furatok
- Jó illesztésű furatok
- Furatok csövekhez (hőcserélők)
- Csatornát formázó furatok
- Furatok anyageltávolításhoz kiegyensúlyozás céljából
- Mély/hűtőfolyadék furat
2. Az alkatrész
A kívánt furat elemzését követően tekintse meg a munkadarab anyagát, az alkatrész alakját és minőségét.
A munkadarab anyaga
- Jó forgácstörő tulajdonságokkal rendelkezik az anyag? Hosszú vagy rövid forgácsú anyag?
- Megmunkálhatóság?
- Anyag keménysége?
- Ötvözőelemek?
Alkatrész alakja
- Az alkatrész forgása szimmetrikus a furat körül, azaz megmunkálható a furat álló fúróval?
- Stabil az alkatrész, vagy vannak vékony részek, melyek rezgést okozhatnak?
- Rögzíthető az alkatrész? Milyen stabilitási problémákkal kell szembenézni?
- Szükség van-e szerszámhosszabbítóra? Szükség van-e nagy kinyúlásokra?
Mennyiség
A tételszám befolyásolja, hogy melyik fúrót kell használni.
- Nagy tételszám – használjon optimalizált fúrót, testreszabott fúrót
- Kis tételszám – használjon sokoldalúságra optimalizált fúrókat
3. A gép

Fontos tudni, hogy hogyan lehet biztonságos és termelékeny fúrási műveleteket végezni a géppel. A gép befolyásolja a következő választásokat:
- Művelet típusa
- A használni kívánt szerszámtartó és/vagy patronok típusa
Mindig vegye figyelembe a következőket:
- Gépstabilitás, általában és különösen az orsó
- Az orsósebesség (fordulat/perc) elegendő kis átmérőkhöz?
- Hűtőközeg-ellátás. Elegendő a hűtőközeg térfogatárama nagy átmérőjű fúrókhoz?
- Elegendő a hűtőközeg nyomása kis átmérőjű fúrókhoz?
- A munkadarab befogása. Elég stabil?
- Az orsó helyzete vízszintes vagy függőleges? A vízszintes orsó jobb forgácselvezetést tesz lehetővé
- Teljesítmény és nyomaték. Elegendő a teljesítmény a nagy átmérőkhöz? Ha nem, egy koronafúró vagy csavarvonal interpolációt alkalmazó szerszám használható helyette?
- Korlátozott a tér a szerszámtárban? Ekkor egy lépcsős és letöréses szerszám lehet a megoldás
Szerszámtartók
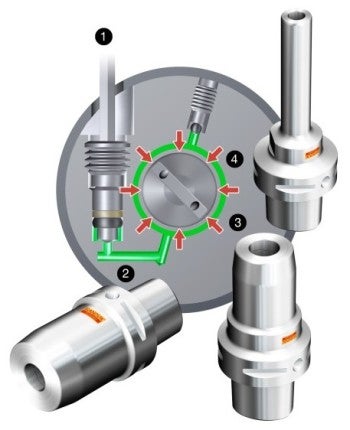


A termelékenységet nem csak a minőség és a geometria befolyásolja, de a szerszám befogása és biztonságos és pontos rögzítése is. Mindig használja a lehető legrövidebb fúrót a legkisebb túlnyúlással.
Fontolja meg olyan moduláris szerszámrendszer használatát, amely minden fémforgácsolási művelethez használható, beleértve a furatkészítési módszereket is. Ilyen rendszerrel, ugyanazok a forgácsoló szerszámok és csatlakozóelemek használhatók a különböző alkalmazásokhoz és gépekben. Ez lehetővé teszi a szerszámrendszer szabványosítását a teljes gépparkra.
Szerszám ütése
A minimális szerszámütés elengedhetetlen a sikeres furatfúráshoz. Az ütés nem haladhatja meg a 20 mikront. Az elhelyezkedésnek párhuzamosnak kell lennie a következők eléréséhez:
- Szigorú furattűrés és egyenesség
- Jó felületi minőség
- Hosszú és kiszámítható szerszáméltartam

A módszer kiválasztása
Vezetőfurat – stratégiák
Egy szerszámos megoldás
- Lépcsős fúrás/vezetőfurat
- Fúró típus 4/5

Előnyök
+ Testreszabott szerszámok
+ Leggyorsabb módszer
Hátrányok
- Kevésbé rugalmas
Két szerszámos megoldás
Előnyök
+ Standard szerszámok
+ Viszonylag rugalmas
Hátrányok
- Kettő szerszám
- Kettő szerszámpozíció szükséges
- Hosszabb ciklusidő
Lépcsős és élletöréses – egy fúrási stratégia

1. fúrótípus
Standard

2. fúrótípus
2 átmérős fúrás (vezető + testátmérő)
Vezetőfurattal és élletöréssel. Nem testátmérős forgácsolás

4. fúrótípus
2 átmérős fúrás (vezető + testátmérő)
Vezetőfurattal, élletöréssel és testátmérős forgácsolással

5. fúrótípus
3 átmérős fúrás (vezető + lépcsős + testátmérő)
Vezetőfurattal, lépcsővel és élletöréssel. Nem testátmérős forgácsolás

6. fúrótípus
3 átmérős fúrás (vezető + testátmérő)
Vezetőfurattal, lépcsővel, élletöréssel és testátmérős forgácsolással
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Fúrási műveletek
A megfelelő szerszámválasztással biztosítható, hogy a kívánt furatminőség elérhető legyen a lehető legalacsonyabb furatonkénti költséggel. Ezeknél a különböző típusú furatoknál különböző szerszámszempontokat kell figyelembe venni:
- Kicsitől közepes átmérőjű furatokhoz
- Nagy átmérőjű furatok
- Mély furatok
- Mikrofuratok
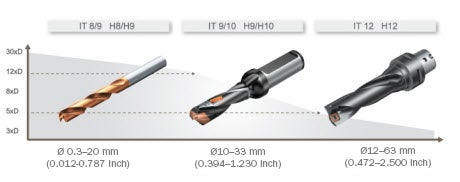
Kicsi és közepes átmérőjű furatok fúrása
Kis és közepes furatok fúrásakor három fúrási megoldás közül választhat: tömör keményfém fúrók, cserélhető hegyű fúrók és váltólapkás fúrók. A fúrótípus kiválasztásánál a furattűrés, a hossz és az átmérő a három legfontosabb paraméter. Az egyes megoldások külön-külön előnyökkel rendelkeznek a különböző alkalmazásokban.
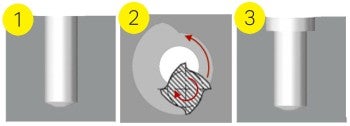
Nagy furatok fúrása
Háromféle lehetőség van nagyobb furatok fúrására korlátozott gépteljesítménnyel:
- Használjon koronafúró szerszámot
- Nagyítsa a furatot kiesztergáló szerszámmal
- Használjon csavarvonal-interpolációt marószerszámokkal
Az alkatrész és a gép stabilitása is fontos nagy furatok esetén. A gép teljesítménye és a nyomatéka is korlátozó tényező lehet. A termelékenység szempontjából a fúrószerszámok kiváló választást jelentenek – 5-ször gyorsabb, mint egy furat marása csavarvonal-interpolációval Egy koronafúró szerszám azonban csak átmenő furatok esetén használható. A marókhoz szükséges messze a legkisebb teljesítmény és nyomaték.
Mély furatok készítése

Vezetőfurat fúrása
A vezetőfurat-fúrók a normál fúrókkal együtt használhatók mély furatok készítésénél a furat helyének nagy pontosságú meghatározásához és az eltérések minimalizálásához.
Sebesség és előtolás
A mély furatok készítéséhez való fúrókhoz ajánlott sebességek és előtolások megfelelő szerszáméltartamot és maximális termelékenységet biztosítanak. A sebességek és előtolások kiindulási értékek; az adott alkalmazáshoz ezek módosíthatók az optimális eredmények eléréséhez.
Mikrofuratok fúrása
Sebesség és előtolás
Mikrofúrókhoz ajánlott sebességek és előtolások megfelelő szerszáméltartamot és maximális termelékenységet biztosítanak. A sebességek és előtolások kiindulási értékek; az adott alkalmazáshoz ezek módosíthatók az optimális eredmények eléréséhez.
Hűtőközeg-hozzávezetés
A hűtőközegnyomás fontos tényező a mikrofuratok készítésében. A nem megfelelő hűtőfolyadék-nyomás vagy -mennyiség a szerszám korai tönkremenetelét okozhatja. Javasoljuk a magas hűtőfolyadék-nyomás alkalmazását. A tipikus ajánlott nyomás 40–70 bar között van.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
