
Furatok kiesztergálása

A kiesztergálás olyan megmunkálási eljárás, amelynek során egy meglévő furatot nagyobbítanak, vagy javítják a minőségét. Furatok kiesztergálásához több rugalmas szerszámrendszer áll rendelkezésre széles átmérőtartományban nagyoló és finomkiesztergáláshoz.
Kezdeti megfontolások furatok kiesztergálásához
Ezek a kezdeti megfontolások befolyásolják a kiesztergáló szerszámok kiválasztását és azok alkalmazását furatok kiesztergálásánál.
A furat
A furat minősége befolyásolja a művelet típusát és a szerszámválasztást.
Vegye figyelembe a furat méretét, a korlátokat és a minőségi követelményeket:
- Kiesztergálási átmérő
- Mélység
- Tűrés, felületi minőség, pozíció és egyenesség
- Furat típusa

Átmenőfurat

Zsákfurat
Lépcsős furat

Keresztfurat/megszakított forgácsolás
Azonosítsa a művelet típusát, nagyolás vagy simítás:
Nagyolás
Meglévő furat megmunkálása fémeltávolítás céljából, előkészítve a simításra. A meglévő furatokat olyan eljárásokkal állítják elő, mint a fúrás, az öntés, a kovácsolás és a lángvágás. IT9 vagy ennél szigorúbb furattűrésekhez.
Simítás
Meglévő furat megmunkálása szigorú furattűrés és kiváló felületi minőség eléréséhez. Kis fogásmélységek, általában 0,5 mm-ig (0,020 col). IT6 és IT8 furattűrésekhez.
Nagyolás

Simítás
Az alkatrész
Azonosítsa, hogy milyen típusú alkatrésszel dolgozik.
Alak és minőség:
- Jó megmunkálhatósági és forgácstörési tulajdonságokkal rendelkezik az anyag?
- Stabil az alkatrész, vagy vannak vékony részek, melyek rezgést okozhatnak?
- Szükség van-e szerszámhosszabbítóra a furat megmunkálásához?
- Rögzíthető-e biztonságosan a munkadarab? Milyen stabilitási problémákkal kell szembenézni?
- Az alkatrész forgásszimmetrikus-e a furat körül, azaz megmunkálható-e a furat forgó esztergával?
- Tételméret – sorozatgyártás, amely igazolja egy optimalizált egyedi szerszám használatát, vagy egyetlen furat megmunkálása?
Anyag:
- Megmunkálhatóság
- Forgácstörés
- Keménység
- Ötvözőelemek
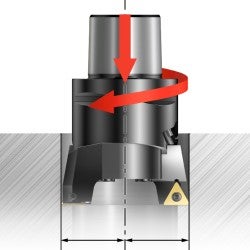
A gép

Fontos gépi szempontok:
- Orsókialakítás
- A gép stabilitása
- Az orsófordulatszám (fordulat/perc) elegendő kis átmérőkhöz?
- Megfelelő a hűtőközeg mennyisége és nyomása?
- A munkadarab befogásának stabilitása megfelelő?
- Az orsó helyzete vízszintes vagy függőleges? A vízszintes orsó jobb forgácselvezetést tesz lehetővé
- Teljesítmény és nyomaték, a teljesítmény elegendő a nagy átmérőkhöz és egy három forgácsolóélű kiesztergáló szerszámhoz?
- Szerszámtár, korlátozott a hely?

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
