
CoroTurn® Prime
Tournage dans toutes les directions
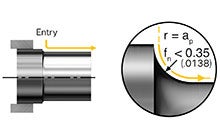
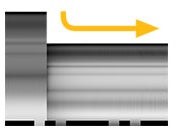
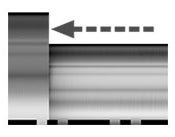
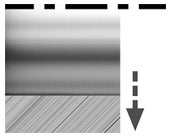
Entrée sur la pièce
Toujours utiliser la réduction de l'avance et l'entrée en coupe avec rayon en début de coupe. Utiliser le logiciel de calcul de trajets de l'outil CoroPlus® Tool Path pour PrimeTurning™ pour un code CNC et des techniques correctes.
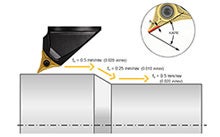
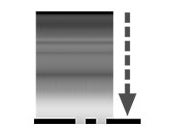
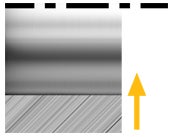
Épaisseur de copeaux (hex)
Conserver une épaisseur des copeaux constante en réduisant l'avance dans les mouvements vers le bas. Utiliser le logiciel de calcul de trajets de l'outil CoroPlus® Tool Path pour PrimeTurning™ pour un code CNC et des techniques correctes.
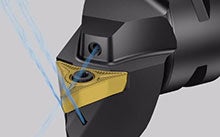
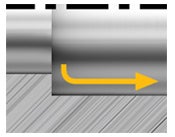
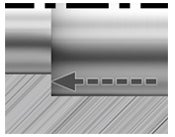
Avantages du liquide de coupe
L'arrosage par le dessous est intéressant pour prolonger la durée de vie de l'outil et l'arrosage par le dessus permet de produire des copeaux plus fins.


Conseils d'application
Conditions de coupe pour les types A et B
| Profondeur de coupe (ap) | |
 |
Avance (fn) |
Note : L'utilisation des plaquettes avec une grande profondeur de coupe ap et une grande avance par tour fn peut provoquer une surcharge ; à faible profondeur de coupe ap et faible avance fn, les copeaux risquent d'être trop longs.
Conditions de coupe pour la géométrie type A

P*) Aciers pauvres en carbone, haute résistance, ductiles
P**) Aciers alliés
M*) Aciers inoxydables austénitiques
M**) Aciers inoxydables duplex
K*) Fontes nodulaires
K**) Fontes grises
S*) Superalliages réfractaires
S**) Titane
Conditions de coupe pour la géométrie type B

P*) Aciers pauvres en carbone, haute résistance, ductiles
P**) Aciers alliés
M*) Aciers inoxydables austénitiques
M**) Aciers inoxydables duplex
K*) Fontes nodulaires
K**) Fontes grises
S*) Superalliages réfractaires
S**) Titane
Recommandations
CoroTurn Prime Type A
Nuance de plaquette
| Conditions d'usinage | P | M | K |
S, Superalliages réfractaires |
S, Ti |
| Bonnes | 4415 | 2025 | 4415 | 1210 | H13A |
| Moyennes | 4425 | 2025 | 4425 | 1115 | H13A |
| Défavorables | 2025 | 2025 | 2025 | 2025 | 1115 |
Géométrie de plaquette
| Opération | P* | P** | M* | M** | K* | K** | S* | S** |
| Finition | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Semi-finition | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Aciers pauvres en carbone, haute résistance, ductiles
P**) Aciers alliés
M*) Aciers inoxydables austénitiques
M**) Aciers inoxydables duplex
K*) Fontes nodulaires
K**) Fontes grises
S*) Superalliages réfractaires
S**) Titane
CoroTurn Prime Type B
Nuance de plaquette
| Conditions d'usinage | P | M | K |
S, Superalliages réfractaires |
S, Ti |
| Bonnes | 4415 | 2220 | 4415 | 1210 | H13A |
| Moyennes | 4425 | 2220 | 4425 | 1115 | H13A |
| Défavorables | 2025 | 2025 | 2025 | 2025 | 1115 |
Géométrie de plaquette
| Opération | P* | P** | M* | M** | K* | K** | S* | S** |
| Finition | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Semi-finition | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Ébauche | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Aciers pauvres en carbone, haute résistance, ductiles
P**) Aciers alliés
M*) Aciers inoxydables austénitiques
M**) Aciers inoxydables duplex
K*) Fontes nodulaires
K**) Fontes grises
S*) Superalliages réfractaires
S**) Titane
Choix prioritaire |
Second choix |
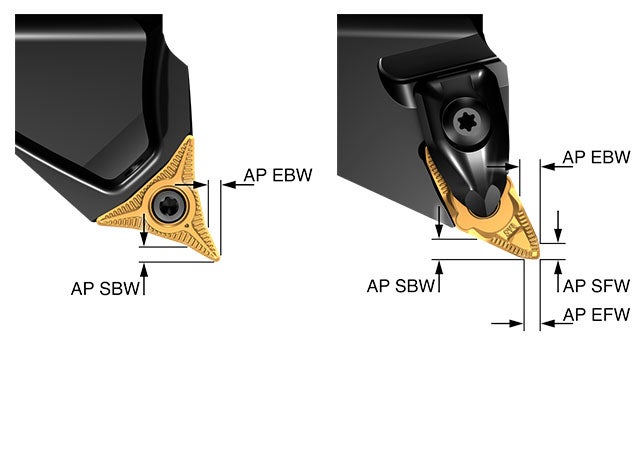
Tournage extérieur | |
Côté en arrière (SBW) |
Côté en avant (SFW) |

Extrémité en arrière (EBW) |
Extrémité en avant (EFW) |
Tournage intérieur
Extrémité en arrière (EBW) |
Côté en avant (SFW) |
Côté en arrière (SBW) |
Extrémité en avant (EFW) |
Conditions de coupe recommandées
Tournage extérieur
Type A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
Type B CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn rec | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn max | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Tournage intérieur
Type A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
Type B CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn rec | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn max | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Quand utiliser PrimeTurning™
Tournage extérieur
Convient idéalement aux composants courts et compacts ainsi qu'aux composants minces avec l'utilisation d'une contre-poupée
Adapté |
Non adapté |
| Composants courts et compacts | Composants sans contre-poupée |

|

|
| |
|
| Composants avec contre-poupée | |
|
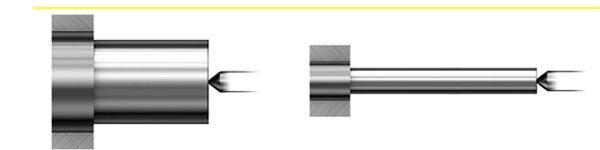
Diamètre minimum
Le dégagement des plaquettes et porte-outils ne permet pas de démarrer à moins du diamètre D min3 dans la direction EBW (extrémité en arrière). Toutefois, il n'y a pas de limite pour le surfaçage dans la direction EFW (extrémité en avant), c'est-à-dire la direction conventionnelle.
|
|
D min3 | |
| | EBW | EFW |
| Type A |
30 (1.18") |
0 |
|
TypeB |
30 (1.18") |
0 |
Tournage intérieur
Les têtes de coupe CoroTurn® Prime SL peuvent s'utiliser pour le tournage intérieur de diamètres supérieurs à 40 mm (1.575 pouce) et les porte-à-faux jusqu'à 8-10×D.
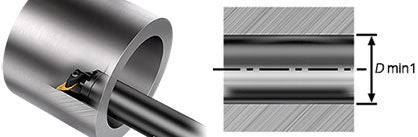
Pour garantir des performances optimales et éviter les problèmes, tenez compte de Dmin lorsque vous utilisez des barres d’alésage Silent Tools™. La déflexion tangentielle et radiale, influencée par la conception de la barre, le porte-à-faux et la force de coupe, peut entraîner une perte de dégagement.
Nouveautés

Optimisation des trajectoires d'outils
Le logiciel CoroPlus® Tool Path comporte de nombreuses nouvelles fonctionnalités pour garantir une production maximum des applications PrimeTurning™. Mettez vous même le logiciel CoroPlus® Tool Path à l'épreuve gratuitement pendant un mois !

Géométrie pour la finition des matières ductiles
La géométrie -L4 est optimisée pour l'usinage des aciers bas carbone, des aciers haute résistance, des aciers inoxydables duplex et du titane avec des avances faibles à moyennes. Cette géométrie offre une excellente productivité même à faible avance, car la vitesse de coupe est élevée et la durée de vie est plus longue que dans le tournage conventionnel.

Géométrie pour les matières difficiles
Il est difficile d'obtenir un bon contrôle des copeaux dans l'usinage des aciers bas carbone et des aciers haute résistance. La géométrie -H3 est optimisée pour ces matières ; elle élimine les problèmes de contrôle des copeaux.
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter
