
CoroTurn® XS
Décolletage intérieur de qualité
Instructions

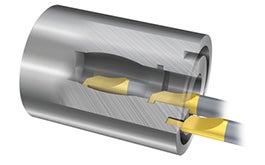
Adaptateur à pinces
Utiliser l'adaptateur à pinces pour un serrage rigide donnant les meilleures performances. Plus la stabilité est bonne, plus les micro vibrations sont réduites et plus la durée de vie de l'outil est longue.

Adaptateurs pour poste outils externe
Si les positions pour outils à manches cylindriques sont limitées ou absentes, il est possible d'utiliser des adaptateurs à manche carré dans le poste outils externe des tours à poupée mobile. Cela permet de libérer de l'espace et d'améliorer la productivité des machines.

Tours à poupée mobile
Apprenez à configurer les tours à poupée mobile pour obtenir des process d'usinage efficaces et fiables.
Machines à poupées mobiles
Recommandations
Outils recommandés
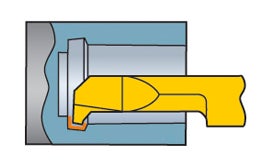
Tournage (CXS-xxT…)
Tournage 98° et 90° dans des alésages à partir de 0.3 mm (0.012 pouce).
Profilage (CXS-xxR…)
Dans des alésages à partir de 4.2 mm (0.165 pouce), rayons d'outils 0.5–1 mm (0.02–0.039 pouce).
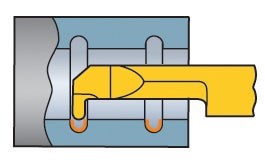
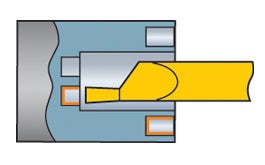
Gorges (CXS-xxG…)
Tous les outils pour les gorges produisent des gorges à fond plat avec des angles vifs. Dans des alésages à partir de 2.0 mm (0.079 pouce), largeurs d'outils : 0.5–2 mm (0.020–0.079 pouce).
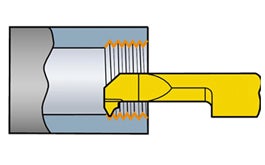
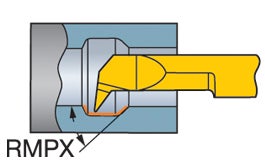
Filetage (CXS-xxTH…)
Outils à profil complet pour des filets de grande qualité en une seule opération. Dans les alésages à partir de 4.2 mm (0.165 pouces). Profils de filets : VP60, M60, UN60, WH55, NPT60, TR30.
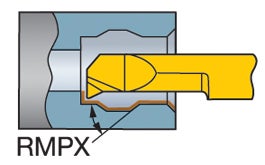
Gorges frontales (CXS-xxF…)
Gorges étroites de très petit diamètre. Diamètres à partir de 0.2 mm (0.008 pouce) ; profondeurs de gorges jusqu'à 30 mm (1.18 pouce).
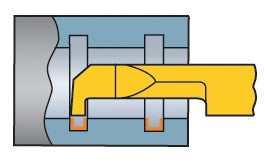
Pré-tronçonnage (CXS-xxGX…)
Alésages à partir de 5.2 mm (0.205 pouce).
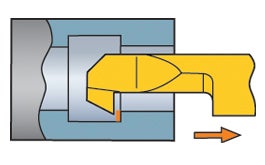
Alésage en tirant (CXS-xxB…)
Alésages à partir de 4.2 mm (0.165 pouce).
Copiage (CXS-xxTE…)
Copiage intérieur dans des alésages à partir de 4.2 mm (0.165 pouce).
Conditions de coupe
Le programme CoroTurn® XS est conçu pour des conditions de coupe légères avec des profondeurs de coupe dans la plage de 0.05-0.6 mm (0.002-0.024 pouce) et des avances dans la plage de 0.01-0.05 mm (0.0004-0.0016 pouce).
Nuances
- Le premier choix pour le tournage est la nuance à revêtement PVD GC1125 qui offre une longue durée de vie dans les matières ISO P, M, N et S.
- Le premier choix pour l'usinage général est la nuance à revêtement PVD mince GC1025 conçue pour des vitesses de coupe moyennes avec une durée de vie fiable dans les matières ISO P, M, N et S.
- La nuance non revêtue H10F est un autre choix possible. Elle convient aux matières ISO N et aux matières non ferreuses ; à utiliser aussi lorsqu'une grande acuité d'arête est nécessaire.
- Pour les aciers trempés ISO H, utiliser la nuance CBN CB7014.
Géométries
- Choix prioritaire : géométrie rectifiée plate avec arêtes très vives
- Optimisation : Utiliser la géométrie A rectifiée pour un excellent contrôle des copeaux et pour éviter les bourrages de copeaux dans les petits alésages
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter
