
CoroMill® MS60
Une véritable polyvalence dans les opérations de fraisage d'épaulements et de surfaçage
Vue d'ensemble de la gamme
Corps de fraises
| Corps de fraise | Ø | Pas | Type d'accouplement | Arrosage par l'intérieur |
| Métrique | 50–100 mm | M – différentiel | Mandrin | Oui |
| Métrique | 50–100 mm | H – différentiel | Mandrin | Oui |
| Impérial | 2.00–4.00 | M – différentiel | Mandrin | Oui |
| Impérial | 2.00, 3.00, 4.00 | H – différentiel | Mandrin | Oui |
Plaquettes
| Taille de plaquette | Géométrie de plaquette | Nuance |
| 16 (IC9.6) | M-L50 | GC1130, GC4330, GC1020, GC3330, GC1040 |
| 16 (IC9.6) | M-M40 | GC1130, GC4330, GC1020, GC3330 |
Données de coupe
hex recommandé
Principal champ d'application
| Plage ISO | hex, mm (pouces) | hex, mm (pouces) |
| M-L50 | M-M40 | |
| ISO P | 0.12 (0.06–0.22) .0047 (.0024–.0087) | 0.18 (0.08–0.28) .0071 (.0031–.011) |
| ISO K | 0.15 (0.06–0.25) .0059 (.0024–.0098) | 0.22 (0.08–0.33) .0087 (.0031–.013) |
Champ d'application secondaire
| Plage ISO | hex, mm (pouces) | hex, mm (pouces) |
| M-L50 | M-M40 | |
| ISO M | 0.10 (0.06–0.16) .0039 (.0024–.0063) | 0.12 (0.08–0.23) .0047 (.0031–.0091) |
| ISO S (à base de nickel) | 0.10 (0.06–0.14) .0039 (.0024–.0055) | 0.12 (0.08–0.2) .0047 (.0031–.0079) |
Vitesses de coupe recommandées
Principal champ d'application
| Plage ISO | Matière de référence | Nuance | vc m/min (pieds/min) |
| ISO P | P2.1.Z.AN | GC1130 | 260 (245–270) 853 (804–886) |
| ISO P | P2.1.Z.AN | GC4330 | 280 (260–285) 919 (853–935) |
| ISO K | K2.2.C.UT | GC1020 | 205 (190–210) 673 (623–689) |
| ISO K | K2.2.C.UT | GC3330 | 230 (210–240) 755 (689–787) |
| ISO K | K2.2.C.UT | GC4330 | 215 (195–220) 705 (640–722) |
Champ d'application secondaire
| Plage ISO | Matière de référence | Nuance | vc m/min (pieds/min) |
| ISO M | M1.0.Z.AQ | GC1040 | 170 (160–175) 558 (525–574) |
| ISO M | M1.0.Z.AQ | GC1130 | 170 (160–175) 558 (525-574) |
| ISO S | S2.0.Z0AG | GC1040 | 45 (40–45) 148 (131–148) |
| ISO S | S2.0.Z0AG | GC1130 | 45 (40–45) 148 (131–148) |
Recommandations générales
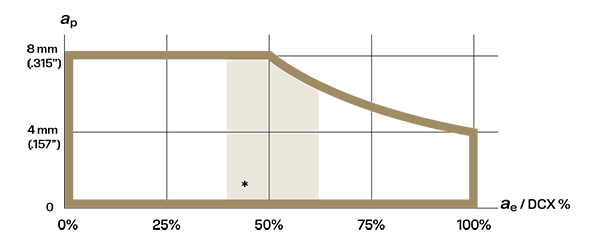
ap vs ae dans les matières ISO P et ISO K (principal champ d'application)
ap vs ae dans les matières ISO M et ISO S (champ d'application secondaire)
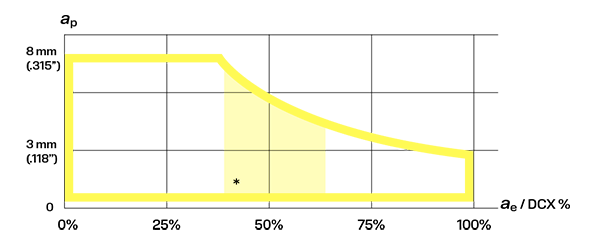
- On évitera 33% à 66% d'ae / DCX, comme cela est généralement recommandé pour le surfaçage ou le surfaçage et le fraisage d'épaulements.
APMX = 8 mm (0.315 pouce)
Ramping rectiligne et hélicoïdal
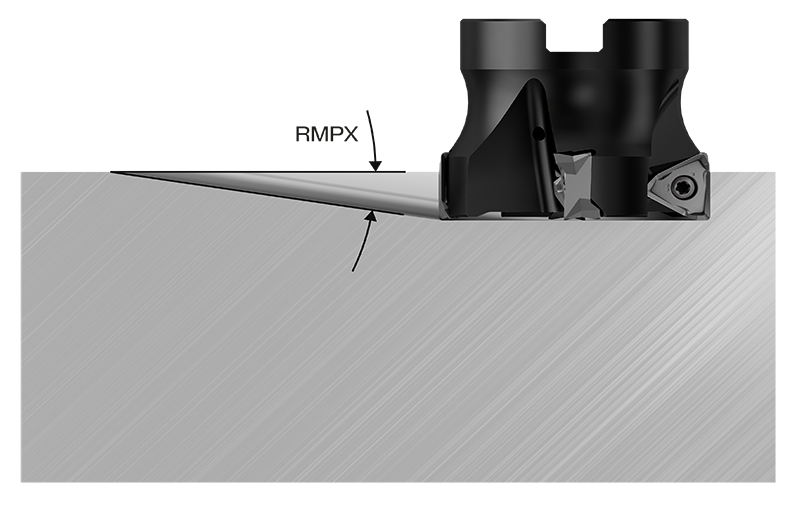
Ramping rectiligne
RMPX = angle de ramping maximum
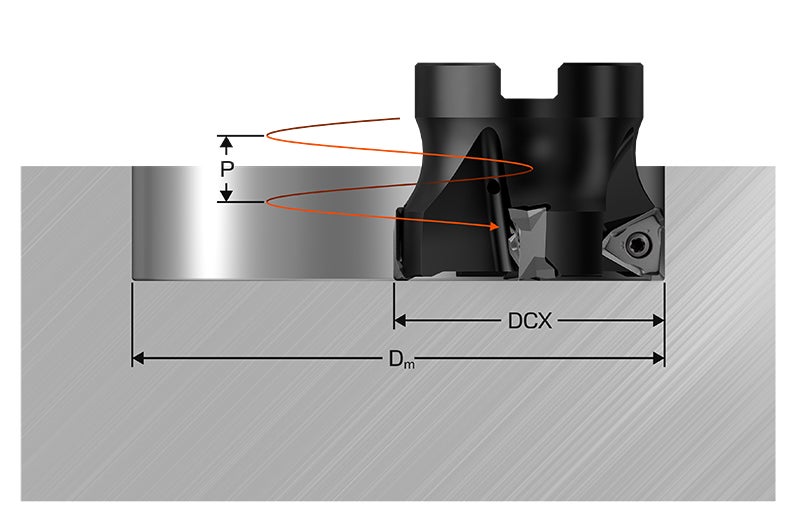
Ramping circulaire
P = pas axial par révolution hélicoïdale
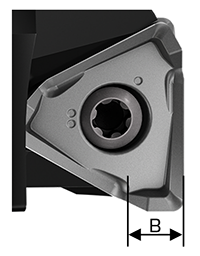
Caractéristiques de ramping
ap maximum par tour, mm (pouces) : 4 (0.157)
Rayon d'angle, RE, mm (pouces) : 0.8 (0.031)
Longueur d'arête de Wiper, BS, mm (pouces) : 1.6 (0.063)
Engagement maximal de l'arête de coupe, B, mm (pouces): 4 (0.157)
| Fraises métriques (DCX), mm | Fraises en pouces (DCX), pouces | Angle de ramping max. (RMPX) | Dm max. (2 × DCX), mm (pouces) | Dm min. méplat 2 × (DCX-(RE+BS)), mm (pouces) | Dm min. 2 × (DCX-B), mm (pouces) | P, pas max./tour, mm (pouces) |
| 50 | 1.6° | 100.0 (3.937) | 95.2 (3.748) | 92 (3.622) | 4 (.157) | |
| 2 | 1.6° | 101.6 (4.0) | 96.8 (3.811) | 93.6 (3.685) | 4 (.157) | |
| 63 | 1.3° | 126.0 (4.961) | 121.2 (4.772) | 118 (4.646) | 4 (.157) | |
| 2 ½ | 1.3° | 127.0 (5.0) | 122.2 (4.811) | 119 (4.685) | 4 (.157) | |
| 3 | 1.1° | 152.4 (6.0) | 147.6 (5.811) | 144.4 (5.685) | 4 (.157) | |
| 80 | 1° | 160.0 (6.299) | 155.2 (6.110) | 152 (5.984) | 4 (.157) | |
| 100 | 0.8° | 200.0 (7.874) | 195.2 (7.685) | 192 (7.559) | 4 (.157) | |
| 4 | 0.8° | 203.2 (8.0) | 198.4 (7.811) | 195.2 (7.685) | 4 (.157) |
CoroPlus® Tool Guide pour CoroMill® MS60

- Pour des recommandations d'outils rapides et précises, adaptées aux exigences spécifiques de votre application, utilisez le sélecteur d'outils en ligne CoroPlus® Tool Guide
- Choisissez le bon outil et les bons paramètres pour votre application, en fonction de l'outil, de l'opération, de la matière et de la machine
- Facilité d'emploi, facilité de choix
- Prend en charge tous les champs d'application de CoroMill® MS60
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter
