
Comment les outils se sont-ils développés afin d'apporter des avantages ?
Et qu'est-ce que cela signifie pour la fabrication de pièces d'éoliennes ?
Les pièces d'éoliennes varient beaucoup en taille, forme, matière et opérations d'usinage. Par conséquent, elles peuvent bénéficier largement des développements des outils de coupe et des méthodes d'usinage.
Le non renouvellement sur de nombreuses années empêche de profiter des nouveaux concepts d'outils qui apportent des améliorations et fait nettement baisser la compétitivité. Voici des exemples.
Matériau de l'outil
Le matériau de l'outil est le paramètre le plus important. Il influence non seulement la durée de vie de l'outil et sa fiabilité mais aussi la productivité. Les conditions de coupe et la durée de vie d'une arête de coupe sont basées sur sa résistance à l'usure. Elles déterminent les temps de cycles, les arrêts machine, la polyvalence et, par conséquent, la capacité de production de l'atelier.
La vaste majorité des plaquettes indexables actuelles sont revêtues et les développements des revêtements ont une influence considérable sur les performances. Des développements très importants ont été faits au niveau des procédés de revêtement ; les nouveaux matériaux de revêtement complémentaires offrent des possibilités jamais atteintes.
De nouvelles nuances PVD ont été introduites avec des procédés de revêtement qui réduisent les contraintes de traction du matériau en les équilibrant à l'aide de contraintes de compression. Ceci est rendu possible par un nouveau procédé de revêtement avec un impact important qui produit des arêtes plus vives, plus résistantes et plus sûres. Ceci a, par exemple, des avantages très importants dans les opérations de fraisage en bout où les entrées et sorties de coupe sont souvent une difficulté.
Les nouveaux revêtements CVD ont moins de contraintes inhérentes et le traitement des plaquettes après revêtement permet d'obtenir des plaquettes plus épaisses et résistantes à l'usure. Ceci est un avantage surtout pour les opérations qui présentent un risque élevé de rupture dû à la chaleur et à l'usure chimique. Les couches de revêtement peuvent être plus épaisses sans pour autant sacrifier la ténacité des plaquettes. En conséquence, les plaquettes peuvent usiner avec des vitesses de coupe plus élevées et elles durent plus longtemps. Leur prévisibilité est meilleure. Le fraisage et le tournage ébauche sont devenus plus productifs grâce à ces développements.
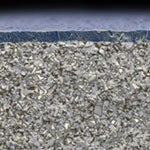
PVD
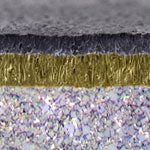
CVD
Attachements
L'attachement est le lien entre l'arête de coupe et la machine. C'est un élément clé pour les performances et les résultats. Plusieurs développements ont été faits en matière d'interface entre la plaquette et l'outil et entre l'outil et la broche machine.
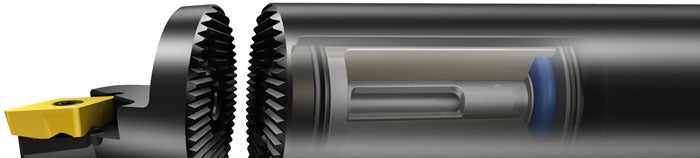
Un développement intermédiaire au niveau du porte-plaquette avec des têtes de coupe minimales interchangeables a révolutionné la disponibilité des outils spécifiques et optimisés pour toute une variété d'opérations de tournage, notamment de tournage intérieur. Cette modularité a été rendue possible par le développement d'une nouvelle interface striée (SL) entre la tête de coupe et l'adapteur outil.
Le développement du système SL a ajouté une rationalité qui a fait ses preuves sur les tours verticaux, les tours et les machines multifonctions où l'accouplement est synonyme d'accessibilité pour virtuellement toutes les opérations sans compromettre les performances.
