
CoroTurn® Prime
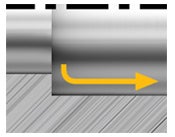
Tornear en todas las direcciones
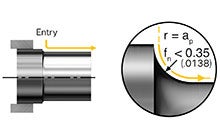
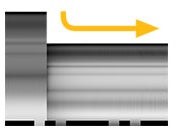
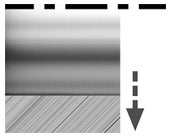
Entrada a la pieza
Reduzca siempre el avance y use un método de entrada radial al aproximarse al material. Use CoroPlus® Tool Path para PrimeTurning™ para aplicar las técnicas y los códigos de programación correctos.
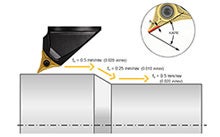
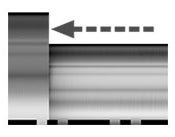
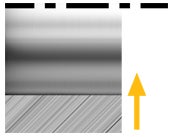
Grosor de la viruta (hex)
Mantenga un espesor de la viruta constante, reduciendo el avance en los movimientos descendentes. Use CoroPlus® Tool Path para PrimeTurning™ para aplicar las técnicas y los códigos de programación correctos.
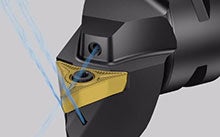
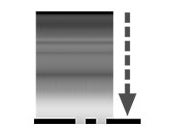
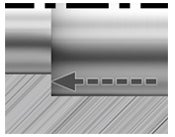
Beneficios del refrigerante
El refrigerante por abajo es beneficioso para conseguir una mayor vida útil de la herramienta mientras que el refrigerante por arriba es beneficioso para formar virutas más delgadas.


Consejos de aplicación
Área de aplicación de los datos de corte para el tipo A y el tipo B
| Profundidad de corte (ap) | |
 |
Avance (fn) |
Nota: usar las plaquitas a mayor ap y fn puede sobrecargarlas y usarlas a menor ap y fn implica el riesgo de producir virutas largas.
Área de aplicación de los datos de corte para geometrías tipo A

*) Acero de bajo contenido en carbono y gran resistencia/dúctil
P**) Acero aleado
M*) Acero inoxidable austenítico
M**) Acero inoxidable dúplex
K*) Fundición nodular
K**) Fundición gris
S*) Superaleación termorresistente
S**) Titanio
Área de aplicación de los datos de corte para geometrías tipo B

*) Acero de bajo contenido en carbono y gran resistencia/dúctil
P**) Acero aleado
M*) Acero inoxidable austenítico
M**) Acero inoxidable dúplex
K*) Fundición nodular
K**) Fundición gris
S*) Superaleación termorresistente
S**) Titanio
Recomendaciones
CoroTurn Prime Tipo A
Calidad de la plaquita
| Condiciones de mecanizado | P | M | K |
S, HRSA |
S, Ti |
| Buenas | 4415 | 2025 | 4415 | 1210 | H13A |
| Normales | 4425 | 2025 | 4425 | 1115 | H13A |
| Difíciles | 2025 | 2025 | 2025 | 2025 | 1115 |
Geometría de la plaquita
| Operación | P* | P** | M* | M** | K* | K** | S* | S** |
| Acabado | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Medias | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
*) Acero de bajo contenido en carbono y gran resistencia/dúctil
P**) Acero aleado
M*) Acero inoxidable austenítico
M**) Acero inoxidable dúplex
K*) Fundición nodular
K**) Fundición gris
S*) Superaleación termorresistente
S**) Titanio
CoroTurn Prime Tipo B
Calidad de la plaquita
| Condiciones de mecanizado | P | M | K |
S, HRSA |
S, Ti |
| Buenas | 4415 | 2220 | 4415 | 1210 | H13A |
| Normales | 4425 | 2220 | 4425 | 1115 | H13A |
| Difíciles | 2025 | 2025 | 2025 | 2025 | 1115 |
Geometría de la plaquita
| Operación | P* | P** | M* | M** | K* | K** | S* | S** |
| Acabado | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Medias | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Desbaste | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
*) Acero de bajo contenido en carbono y gran resistencia/dúctil
P**) Acero aleado
M*) Acero inoxidable austenítico
M**) Acero inoxidable dúplex
K*) Fundición nodular
K**) Fundición gris
S*) Superaleación termorresistente
S**) Titanio
Primera elección |
Segunda elección |
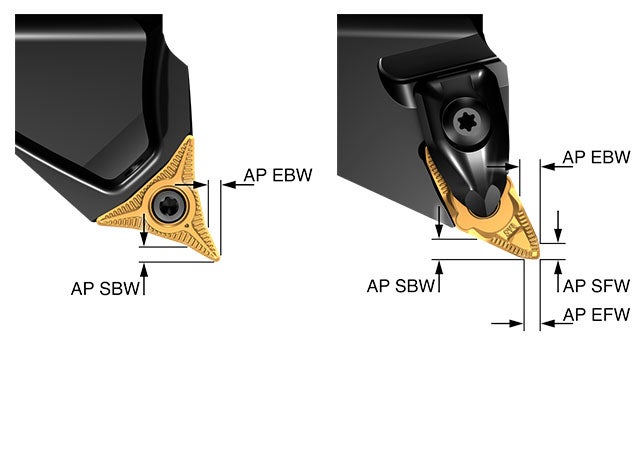
Torneado exterior | |
Hacia atrás, retroceso (SBW) |
Hacia delante, torneado longitudinal convencional (SFW) |

Hacia arriba, refrentado (EBW) |
Hacia abajo, refrentado convencional (EFW) |
Torneado interior
Hacia arriba, refrentado (EBW) |
Hacia delante, torneado longitudinal convencional (SFW) |
Hacia atrás, retroceso (SBW) |
Hacia abajo, refrentado convencional (EFW) |
Recomendaciones de datos de corte
Torneado exterior
Tipo A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn mín | 0,2 (.0079) | 0,2 (.0079) | 0,1 (.0039) | 0,1 (.0039) | |
| fn rec | 0,4 (.0157) | 0,4 (.0157) | 0,2 (.0079) | 0,2 (.0079) | |
| fn máx | 0,5 (.0197) | 0,5 (.0197) | 0,25 (.0098) | 0,25 (.0098) | |
| ap mín | 0,25 (.010) | 0,25 (.010) | 0,25 (.010) | 0,25 (.010) | |
| ap rec | 1,5 (.059) | 1,5 (.059) | 1 (.039) | 1 (.039) | |
| ap máx | 3 (.118) | 2,5 (.098) | 1,5 (.059) | 1,5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
Tipo B CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn mín | 0,3 (.0118) | 0,3 (.0118) | 0,2 (.0079) | 0,2 (.0079) | |
| fn rec | 0,6 (.0236) | 0,6 (.0236) | 0,35 (.0138) | 0,3 (.0118) | |
| fn máx | 1,2 (.0472) | 1,2 (.0472) | 0,6 (.0236) | 0,6 (.0236) | |
| ap mín | 0,5 (.020) | 0,5 (.020) | 0,5 (.020) | 0,5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap máx | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Torneado interior
Tipo A CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn mín | 0,2 (.0079) | 0,2 (.0079) | 0,1 (.0039) | 0,1 (.0039) | |
| fn rec | 0,4 (.0157) | 0,4 (.0157) | 0,2 (.0079) | 0,2 (.0079) | |
|
fn máx | 0,5 (.0197) | 0,5 (.0197) | 0,25 (.0098) | 0,25 (.0098) | |
| ap mín | 0,25 (.010) | 0,25 (.010) | 0,25 (.010) | 0,25 (.010) | |
| ap rec | 1,5 (.059) | 1,5 (.059) | 1 (.039) | 1 (.039) | |
| ap máx | 2,5 (.098) | 3 (.118) | 1,5 (.059) | 1,5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
Tipo B CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn mín | 0,3 (.0118) | 0,2 (.0079) | 0,2 (.0079) | |
|
fn rec | 0,6 (.0236) | 0,3 (.0118) | 0,35 (.0138) | |
|
fn máx | 1,2 (.0472) | 0,6 (.0236) | 0,6 (.0236) | |
| ap mín | 0,5 (.020) | 0,5 (.020) | 0,5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap máx | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Dónde aplicar PrimeTurning™
Torneado exterior
Más indicada para componentes cortos y compactos y delgados con contrapunto
Adecuado |
No adecuado |
| Componentes cortos y compactos | Componentes sin contrapunto |

|

|
| |
|
| Piezas con contrapunto | |
|
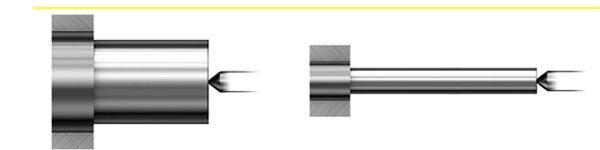
Diámetro mínimo
La incidencia en la plaquita y los portaherramientas dificulta la posibilidad de empezar a un diámetro inferior a D min3 en dirección EBW [hacia arriba (refrentado)]. Sin embargo, no hay límites para refrentar en la dirección EFW (hacia abajo), es decir, de la forma convencional.
|
|
D min3 | |
| | EBW | EFW |
| Tipo A |
30 (1,18") |
0 |
|
Tipo B |
30 (1,18") |
0 |
Torneado interior
Las cabezas CoroTurn ® Prime SL pueden usarse para torneado interior de diámetros grandes, superiores a 40 mm (1,575 pulg.), y voladizos de hasta 8-10×D
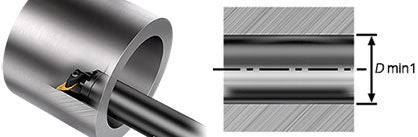
Garantice un rendimiento óptimo y evite problemas teniendo en cuenta el valor Dmin al utilizar barras de mandrinado Silent Tools™. La desviación tangencial y radial, influenciada por el diseño de la barra, el voladizo y la fuerza de corte, puede conducir a una pérdida de holgura.

Optimice el recorrido de su herramienta
El software CoroPlus® Tool Path ha sido actualizado con múltiples funciones nuevas para garantizar la máxima productividad de sus aplicaciones PrimeTurning™. Pruebe el software CoroPlus® Tool Path gratis durante todo un mes y descúbralo usted mismo.

La geometría para operaciones de acabado en materiales dúctiles
La geometría -L4 ha sido optimizada para mecanizar aceros de bajo contenido en carbono y de gran resistencia, acero inoxidable dúplex y titanio con velocidades de avance de bajas a moderadas. La geometría ofrece una excelente productividad incluso con avances menores debido a la mayor velocidad de corte y vida útil de la herramienta frente al torneado convencional.

La geometría indicada para materiales difíciles de mecanizar
Conseguir un buen control de viruta siempre ha sido difícil en aceros de bajo contenido en carbono y de gran resistencia. La geometría -H3 está optimizada para estos materiales, lo que elimina las preocupaciones asociadas al control de viruta.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
