
CoroCut® QI
Optimizada para ranurado interior y frontal de diámetros pequeños
Cómo elegir una herramienta de ranurado frontal
Curva A o B
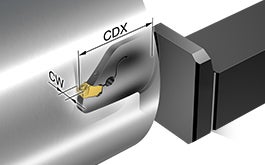
Ancho de la plaquita (CW)
Utilice la herramienta y la plaquita más anchas posibles, compatibles con la ranura. Un portaherramientas más ancho tiene mayor rigidez y ofrece mayor estabilidad.

Profundidad de corte máxima (CDX)
Utilice siempre una herramienta con la profundidad de corte más pequeña posible (CDX) para lograr una máxima estabilidad.

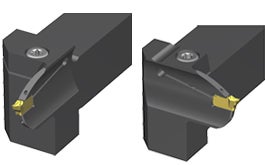
Gama de diámetros del primer corte (DAXIN y DAXX)
Utilice el mayor diámetro de herramienta posible para la ranura. Las herramientas para diámetros más grandes son menos curvadas y, por tanto, más rígidas y estables. También ofrecen un control optimizado de la viruta.

Consejos de aplicación

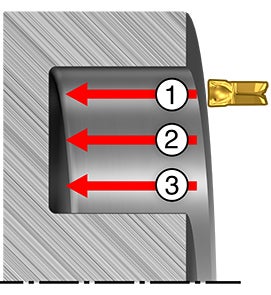
Métodos de ranurado interior
Según la aplicación, deben tenerse en cuenta una serie de estrategias diferentes para ranurado frontal.
Descubra cómo aplicar desbaste con un recorrido de la herramienta no lineal, desbaste con avance radial, desbaste con acabado y torneado lateral entre otras consideraciones importantes.
Métodos de ranurado frontal
Según la aplicación, deben tenerse en cuenta una serie de estrategias diferentes al realizar ranurado frontal.
Descubra cómo aplicar desbaste con avance axial, desbaste con acabado y torneado lateral, entre otras consideraciones importantes.
Voladizo
Para evitar la vibración, el reglaje debe tener el voladizo más corto posible con la geometría de corte más ligera.
Recomendaciones
Geometrías

| 
| 
| |
| -GF | -TF | -RM | |
| Aplicación: |
|
|
|
| Características: |
|
|
|
Calidades
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Materiales: | ISO S, M y N | ISO P, M, K y S | ISO P y M | ISO P, M y S | ISO N y S |
| Características: |
|
|
|
|
|
| Geometrías: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Calidades y geometrías de primera elección
 |

|
 |

|
|
| Ranura interior | Ranura interior grande | Ranura frontal | Perfilado interior/frontal | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
EasyFix™
Utilice siempre barras CoroCut® QI con pinzas EasyFix™. El resorte situado en el manguito encaja a presión en la ranura de la barra y garantiza así la altura central correcta para cada reglaje de la herramienta. El sello metálico ofrece un buen rendimiento para presiones de refrigerante de hasta 150 bar.

Clave de códigos
Mangos QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Cabeza CoroTurn® SL
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Barra de mandrinar
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Sistema de cambio rápido para mangos
SL: Cabezas de corte CoroTurn® SL - Gama de productos
- R: Herramienta a derecha
L: Herramienta a izquierda - F/G: Tipo de portaherramientas 0º/90º (mangos)
AF/AG: Barra de mandrinar para ranurado frontal/ranurado interior
- Tamaño del alojamiento, E/F/G/H/J/K
- Profundidad de corte (CDX)
- C: Refrigerante interior
- Tamaño del mango/acoplamiento
- Frontal: DAXIN, diámetro mín. del primer corte
Interior: Dmin1, diámetro mín. del agujero - Frontal: tipo de curva A/B
Plaquitas
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Gama de productos
- Ángulo del filo
N = Plaquitas neutras - Tamaño del alojamiento de la plaquita
E: 1.85–2.39 mm
F: 2.46–2.79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Ancho de la plaquita (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Ángulo frontal de la plaquita
00: Sin ángulo, 0° - Radio de punta de la plaquita
02: 0.2 mm
03: 0.3 mm
04: 0.4 mm
- Geometría de plaquita
TF: Para ranurado y torneado lateral
GF: Rectificada para ranurado
RM: Para perfilado
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
