
CoroMill® 745
Fresa de planear multifilo para una economía de fabricación máxima
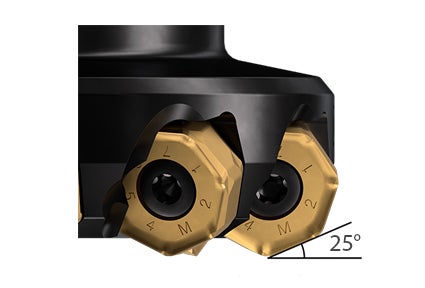
Fresa de alto avance CoroMill® 745 con ángulo de posición de 25°
Desbaste y semiacabado de bancada en una operación
| Pieza: | Bancada |
| Material: | CMC ST52, 165 HB, fundido |
| Operación: | Desbaste y semiacabado |
| Máquina: | Fresadora con pórtico ISO-50 |
No requiere herramienta de acabado
-40%
Duración del ciclo/pieza
| CoroMill® 745 con ángulo de posición de 25° | Competencia | |
| Herramienta | 725-125Q40-21H | Diám. de 125 mm |
| Plaquita | 745R-2109E-M30 4230 | |
| zn | 14 | 7 |
| n, rpm | 560 | 680 |
| vc, m/min (pies/min) | 220 (722) | 267 (876) |
| vf, mm/min (pulg./min) | 6666 (262.4) | 3237 (127.4) |
| fz mm/z (pulg./z) | 0.85 (0.033) | 0.68 (0.027) |
| fn, mm/rev (pulg./rev) | 11.9 (0.469) | 4.76 (0.187) |
| ap mm (pulg.) | 1.5 (0.059) | 1.5 (0.059) |
| Tiempo por pieza (min) | 27 | 45 |
| Piezas por conjunto | >2 | 2.43 |
| Acabado superficial | Mientras que con la herramienta de la competencia se necesita una operación de acabado adicional, CoroMill® 745 completa la operación en un paso sin necesidad de acabar la superficie. |
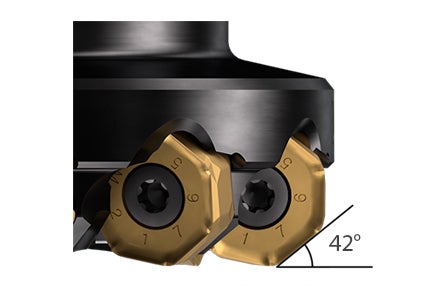
CoroMill® 745 con ángulo de posición de 42°
Calidad superficial superior con la geometría E-M31
| Componente: | Soporte frontal |
| Material: | Fundición nodular, GJS500, CMC 09.2 |
| Operación: | Desbaste y acabado |
| Máquina: | Mazak FH 880, ISO 50 |
21%
Ahorro de tiempo
| CoroMill® 745 con ángulo de posición de 42° | Competencia | |
| Herramienta | 745-125Q40-21H | Diám. de 125 mm |
| Plaquita | 745R2109E-M31 | 14 filos |
| Calidad | K20D | |
| Datos de corte | Desbaste a acabado | Desbaste a acabado |
| zn | 14 | 12 |
| vc, m/min (pies/min) | 259 (850) | 259 (850) |
| vf, mm/min (pulg./min) | 2306–1384 (90.8–54.5) | 1898–1186 (74.7–46.7) |
| fz mm/z (pulg./z) | 0.25–0.15 (0.010–0.006) | 0.24–0.15 (0.009–0.006) |
| ap mm (pulg.) | 4.5–2.5 (0.177–0.098) | 4.5–2.5 (0.177–0.098) |
| Tiempo por pieza (min) | 3 min. 5 seg. | 3 min. 50 seg. |
| Resultado: | Tras 100 minutos de tiempo de mecanizado, la geometría M31-K20D ha generado un acabado superficial excelente, muy superior al de la competencia. Además, el cliente también alabó el buen sonido y la óptima acción de corte. |
Planeado en desbaste pesado consistente y fiable de un brazo de eje
CoroMill 745 ofreció un rendimiento consistente y fiable. El cliente valoró la acción de corte positiva, que ofreció un sonido suave y un caudal de viruta excelente. El tornillo de sujeción grande aportó una gran sensación de seguridad.
+220%
Mayor vida útil de la herramienta
| Pieza | Brazo transversal | |
| Operación | Planeado en desbaste pesado con profundidad de corte variable en superficie de fundición | |
| Material de la pieza | Hierro SG CMC 9.1 | |
| Herramienta | 745-080Q27-21H | |
| Plaquita | 745R-2109E-M30 K20D | |
| CoroMill® 745 con ángulo de posición 42° | Competencia | |
| Diámetro | 80 | 80 |
| zn | 9 | 7 |
| n rpm (rev/min) | 764 | 954 |
| vc m/min (pies/min) | 240 (787) | 240 (787) |
| vf mm/min (pulg./min) | 1513 (60) | 1404 (55) |
| fz mm/z (pulg./z) | 0.22 (0.009) | 0.21 (0.008) |
| ap mm (pulg.) | 4.5 (0.177) | 2.5 (0.1) |
| Resultados | ||
| Vida útil | 80 comp./filo (80 min) | 25 comp./filo (25 min) |

Planeado en desbaste pesado de una carcasa de una caja de cambios
CoroMill 745 tuvo un rendimiento excelente. El ruido y las vibraciones se redujeron considerablemente y el caudal de la viruta fue muy bueno. La vida útil de la herramienta aumentó un 60%.
+60%
Mayor vida útil de la herramienta
| Componente | Carcasa de una caja de engranajes en tractor | |
| Operación | Planeado en desbaste pesado con prof. de corte variable en superficie de fundición | |
| Material de la pieza | GCI (GG30) CMC 8.2 | |
| Herramienta | 745-125Q40-21H | |
| Plaquita | 745R-2109E-M30 K20D | |
| CoroMill® 745 con ángulo de posición de 42° | Competencia | |
| zn | 14 | 12 |
| n, rpm (rev/min) | 637 | 637 |
| vc, m/min (pies/min) | 250 (820) | 250 (820) |
| vf, mm/min (pulg./min) | 2289 (90) | 2289 (90) |
| fz mm/z (pulg./z) | 0.26 (0.010) | 0.26 (0.010) |
| ap mm (pulg.) | 3 (0.118) | 3 (0.118) |
| Duración del ciclo (min/pieza) | 8 min, 21 seg. | 8 min, 21 seg. |
| Resultados | ||
| Vida útil | 8 comp/filo (64 min) | 5 comp/filo (45 min) |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
