
CoroMill® 331
Herramienta de fresado lateral y planeado universal

Cómo ajustar el ancho en una herramienta de fresado lateral y planeadoReglajes
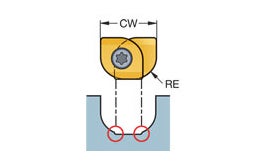
Trabajar con plaquitas de radio de punta grande
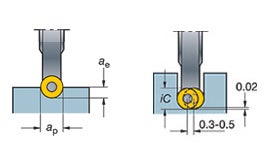
Trabajar con plaquitas redondas
Para las ranuras de una profundidad superior a IC/2, se recomienda un ajuste de 0.5 mm (0.020 pulg.) de cada cartucho



Consejos de aplicación
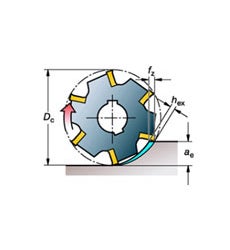
Grosor de viruta máximo
Para aplicaciones de fresado de ranuras y tronzado, el factor más importante a tener en cuenta es el grosor de viruta máximo (hex).
• La relación empañe-diámetro de la fresa siempre debe ser inferior al 30%
• Use el valor hex óptimo, teniendo en cuenta la relación ae/DC, para no operar en una zona de grosor de viruta demasiado baja, rozando la pieza en lugar de cizallarla
• El valor hex correcto ofrecerá una acción de corte buena con una calidad superficial y una vida útil de la herramienta incluso mejores

Selección de la calidad
• Use calidades de PVD como primera elección para aplicaciones de ranurado
• Use calidades de CVD como primera elección para aplicaciones de fresado de dos cortes

Lista de comprobación de fresado lateral y planeado
Sáquele el máximo partido a sus operaciones de ranurado al aplicar estos útiles consejos.
Reduzca los problemas de superposición
• Use plaquitas Tailor Made con un filo de menor longitud
• Reduce el desgaste en la zona de superposición
• Mayor control de la viruta y consumo de potencia hasta un 10% inferior
Recomendaciones
Selección de cuerpos de fresa
- Las fresas han sido diseñadas y nombradas en base a su área de aplicación, p. ej., de fresado lateral y planeado, dos cortes y planeado, planeado posterior.
- Para el ar requerido, use el diámetro de fresa más pequeño posible para la máxima estabilidad.
- Para un diámetro fijo, use la fresa con zn grande para una mayor productividad.
Herramienta de fresado lateral y planeado
| Fresa a derecha | |
| Cartucho a derecha |

|
| Cartucho a izquierda | |
Fresa de dos cortes y planeado
| Rotación del husillo R | Rotación del husillo L | ||
| Fresa tipo R R331.52…R Cartucho R |
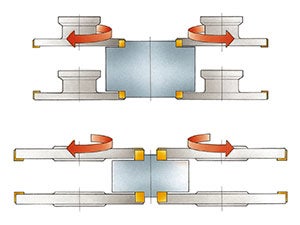 |
Fresa tipo L L331.52…L Cartucho L |
|
| Fresa tipo R R331.52…L Cartucho L |
Fresa tipo L L331.52…R Cartucho R |
||
| Fresa tipo R R331.52 |
Fresa tipo L L331.52 |
||
| Fresa tipo L L331.52 |
Fresa tipo R R331.52 |
||
Longitud del filo
Siempre se recomienda la menor anchura del filo al seleccionar una herramienta de fresado lateral y planeado para ranurado. Optimizar el solapamiento de dos plaquitas es importantísimo para garantizar un mecanizado estable.
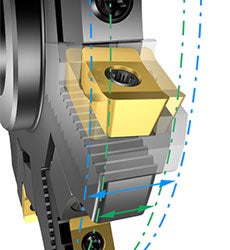
Elección del cartucho

Fresa dos cortes y planeado

Herramienta de fresado lateral y planeado

Nota: el diámetro de la fresa, DC, será 3.2 mm (0.126 pulg.) superior con la plaquita cuadrada de 8 filos.
Plaquita de primera elección
Herramienta de fresado lateral y planeado 
| Desbaste | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Medio | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Acabado | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Las recomendaciones están basadas en mecanizado sin refrigerante para todos los grupos de materiales, excepto ISO-S, donde se recomienda mecanizar con refrigerante. Si hay refrigerante, plantéese usar una calidad con recubrimiento de PVD.
Fresado de dos cortes y dos cortes dobles 
| Desbaste | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Medio | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Acabado | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
Las recomendaciones están basadas en mecanizado sin refrigerante para todos los grupos de materiales, excepto ISO-S, donde se recomienda mecanizar con refrigerante. Si hay refrigerante, plantéese usar una calidad con recubrimiento de PVD.
Elección de geometrías
| Fácil, condiciones favorables | Difícil, condiciones desfavorables | ||||
|
| |||||
| Agudeza | Tenacidad | ||||

|

|

|

|

|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Datos de corte
| Código de pedido | Material ISO | fz | hex | ||
| Valor de inicio | Mín.-máx. | Valor de inicio | Mín.-máx. | ||
| N331.1A-……E-L30 |
| 0.06 | (0.01‒0.08) | 0.05 | (0.01‒0.07) |
| N331.1A-……E-L50 |
| 0.09 | (0.02‒0.17) | 0.08 | (0.02‒0.15) |
| N331.1A-……E-M30 |
| 0.14 | (0.05‒0.20) | 0.12 | (0.04‒0.17) |
| N331.1A-…...x-NL |
| 0.12 | (0.01‒0.17) | 0.10 | (0.01‒0.15) |
| N331.1A-…...x-xL |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.12 | (0.04‒0.17) | 0.10 | (0.03‒0.15) |
| N331.1A-...…x-xM |
| 0.17 | (0.06‒0.29) | 0.13 | (0.05‒0.25) |
| R/L331.1A-……H-WL |
| 0.09 | (0.02‒0.12) | 0.08 | (0.02‒0.10) |
| R/L331.1A-……H-WL |
| 0.12 | (0.05‒0.17) | 0.10 | (0.04‒0.15) |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号