
Plaquitas y calidades de fresado de acero
Encuentre sus calidades de metal duro con recubrimiento de CVD y PVD y cermet sin recubrimiento optimizadas para acero.
Vida útil, CoroMill® 345
Incremento de la vida útil
| Componente: | Placa de montaje |
| Material: | P1.1.Z.AN (S355 JOWP), 170 HB |
| Operación: | Planeado |
| Máquina: | WBK (ISO 50) |
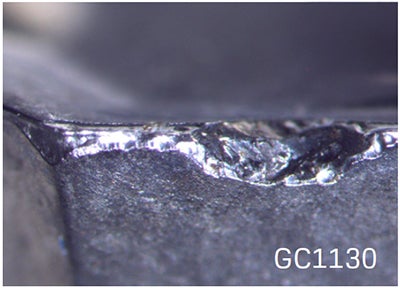
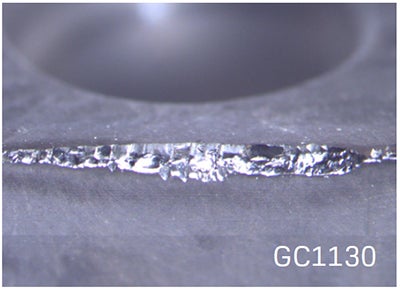
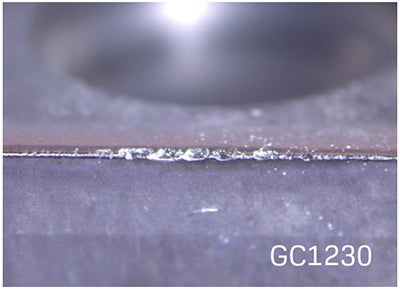
Resultado: Al cambiar a la calidad GC1230, logramos un aumento del 42% en la vida útil de la herramienta. Además, los datos de corte pueden incrementarse para reducir el consumo energético y mantener la misma vida útil que la GC1130.
Propuesta de sostenibilidad: Reduzca el consumo de energía y las emisiones de CO2 aumentando el vc en un 37% (vc 313 m/min (1027 pies/min)) para obtener la misma vida útil que GC1130.

| GC1130 | GC1230 | |
| Herramienta | 345-125Q40-13M | 345-125Q40-13M |
| Plaquita | 345-1305M-PM GC1130 | 345-1305M-PM GC1230 |
| DCX, mm (pulgadas) / zn | 125 (5.0) / 8 | 125 (5.0) / 8 |
| vc, m/min (pies/min) | 228 (748) | 228 (748) |
| fz, mm/z (pulg./z) | 0.095 (.004) | 0.095 (.004) |
| ap, mm (pulgadas) / ae | 2.0 (.078) / 80% | 2.0 (.078) / 80% |
| Refrigerante | Seco | Seco |
| Vida útil, min | 93 | 132 |
| No. de componentes | 7 | 10 |
Vida útil, CoroMill® 210
Incremento de la vida útil
| Componente: | Palanquilla, 130×108×70 mm (5,12×4,25×2,76 pulgadas) |
| Material: | P1.2.Z.AN (C45) 207 HB |
| Operación: | Planeado |
| Máquina: | DMG Mori – NHX 4000 (ISO 50) |
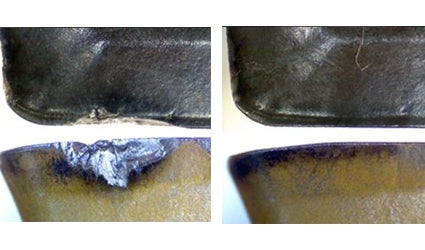
Resultado: Al cambiar a la calidad GC1230, logramos un notable aumento del 62% en la vida útil de la herramienta. Además, los datos de corte pueden incrementarse para reducir el consumo energético y mantener la misma vida útil que la GC1130 sin comprometer la seguridad.
Propuesta de sostenibilidad: Reduzca el consumo de energía y las emisiones de CO2 aumentando vc en un 29% (vc 313 m/min (1027 pies/min)) para obtener la misma vida útil que GC1130 y abogue por el fresado en seco.
| GC1130 | GC1230 | |
| Herramienta | R210-032A25-09H | R210-032A25-09H |
| Plaquita | R210-090414E-PM GC1130 | R210-090414E-PM GC1230 |
| DCX, mm (pulgadas) / zn | 32 (1.25) / 3 | 32 (1.25) / 3 |
| vc, m/min (pies/min) | 242 (793) | 242 (793) |
| fz, mm/z (pulg./z) | 0.25 (.010) | 0.25 (.010) |
| ap, mm (pulgadas) / ae | 1.0 (.043) / 100% | 1.0 (.043) / 100% |
| Refrigerante | Húmedo (emulsión) | Húmedo (emulsión) |
| Vida útil, min | 22 | 35 |
| No. de componentes | 8 | 13 |
Rendimiento
Caso de un cliente CoroMill® 490 con plaquitas de tamaño 14
Incremento de la vida útil
| Componente: | Fixture |
| Material: | Acero no aleado P1.2.Z.AN (CMC 01.2) |
| Operación: | Planeado |
| Máquina: | Mori Seiki NH4000DCG |
| GC4230 | GC4330 | |
| Herramienta | 490-080Q27-14M | 490-080Q27-14M |
| Plaquita | 490R-140408M-PM | 490R-140408M-PM |
| zn | 6 | 6 |
| n, rpm | 900 | 900 |
| vc, m/min (pies/min) | 226 (741) | 226 (741) |
| vf, mm/min (pulg./min) | 1000 (39.3) | 1000 (39.3) |
| fz, mm/z (pulg./z) | 0.19 (0.007) | 0.19 (0.007) |
| ap, mm (pulgadas) | 2 (0.079) | 2 (0.079) |
| ae, mm (pulgadas) | 70 (2.75) | 70 (2.75) |
| Vida útil de la herramienta (componentes) | 32 | 45 |
| Criterio de rugosidad superficial alcanzado |
Rendimiento
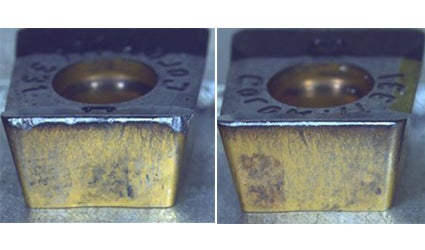
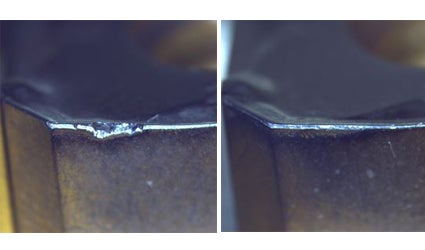
Caso de un cliente CoroMill® 331
| Componente: | Pieza en bruto de tornillo |
| Material: | Acero de alta aleación P3.0.Z.AN (CMC 03.11) |
| Operación: | Tronzado/ranurado |
| Máquina: | Centro de mecanizado Mori Seiki |
| GC4230 | GC4330 | |
| Herramienta | R331.32-127R32EM0.394 | R331.32-127R32EM0.394 |
| Plaquita | N331.1A-08 45 08M-PM | N331.1A-08 45 08M-PM |
| zn | 10 | 10 |
| n, rpm | 246 | 246 |
| vc, m/min (pies/min) | 98 (322) | 98 (322) |
| vf, mm/min (pulg./min) | 156 (6.15) | 156 (6.15) |
| fz, mm/z (pulg./z) | 0.127 (0.005) | 0.127 (0.005) |
| ap, mm (pulgadas) | 10 (0.394) | 10 (0.394) |
| ae, mm (pulgadas) | 12.7 (0.5) | 12.7 (0.5) |
| Vida útil de la herramienta (componentes) | 40 | 40 |
| Se detuvieron en el mismo número de piezas |
Rendimiento
Caso de un cliente CoroMill® 345
Incremento de la vida útil
| Componente: | Placa de tubería |
| Material: | Acero de baja aleación P2.2.Z.AN (CMC 02.1), oxicorte |
| Operación: | Planeado |
| Máquina: | BFW |
| GC4240 | GC4340 | |
| Herramienta | 345-100Q32-13M | 345-100Q32-13M |
| Plaquita | 345R-1305M-PM | 345R-1305M-PM |
| zn | 7 | 7 |
| n, rpm | 556 | 556 |
| vc, m/min (pies/min) | 188 (617) | 188 (617) |
| vf, mm/min (pulg./min) | 1944 (76.5) | 1944 (76.5) |
| fz, mm/z (pulg./z) | 0.5 (0.019) | 0.5 (0.019) |
| ap, mm (pulgadas) | 4 (0.157) | 4 (0.157) |
| ae, mm (pulgadas) | 70 (2.76) | 70 (2.76) |
| MRR cm3/min (in3/min) | 544 (33.2) | 544 (33.2) |
| Vida útil de la herramienta (min) | 20 | 26 |
Rendimiento
CoroMill® 390 con plaquitas de tamaño 07
Incremento de la vida útil
| Componente | Matrices y moldes |
| Material de la pieza | P2.5.Z.HT |
| Operación | Fresado de cavidades y ranuras |
Para alcanzar una calidad del componente aceptable, la profundidad de corte máxima de esta aplicación era limitada. Tras cambiar a la fresa CoroMill® 390 con plaquitas de tamaño 07, pudo incrementarse la profundidad de corte, generando así una mayor productividad. Con las plaquitas GC1130 se mejoró la vida útil de la herramienta en un 47%, reduciendo significativamente el coste por componente.
| GC1130 | Solución existente | |
| Herramienta | R390-012A12-07M | |
| Plaquita | 390R-070204M-PM 1130 | |
| zn | 3 | 3 |
| n rpm | 4005 | 3979 |
| vc m/min (pies/min) | 151 (495) | 150 (492) |
| vf mm/min (pulg./min) | 853 (33.583) | 900 (35.433) |
| fz , mm (pulgadas) | 0.07 (0.003) | 0.075 (0.003) |
| ap mm (pulgadas) | 1.5 (0.059) | 1 (0.039) |
| ae mm (pulgadas) | 12 (0.472) | 12 (0.472) |
| Resultado | Vida útil de la herramienta: 44 minutos | Vida útil de la herramienta: 30 minutos |
Rendimiento
Fresado de ranuras y escuadras con voladizo largo
Incremento de la vida útil
| Componente | Husillo trasero |
| Material de la pieza | P2.5.Z.HT |
| Operación | Fresado de ranuras y escuadras |
Las condiciones inestables y el voladizo largo, combinados con una superficie forjada y refrigerante, suponían serios retos para la vida útil de la plaquita en esta aplicación. Los problemas con la calidad superficial, provocados por el desconchado del recubrimiento, limitaban la vida útil de la herramienta. Al sustituir la solución existente por plaquitas GC1130, se redujo considerablemente el desconchado y se pudieron mecanizar un 57% más de componentes.

| GC1130 | Solución existente | |
| Herramienta | R390-020A20-11M | |
| Plaquita | R390-11 T3 08M-PM 1130 | |
| zn | 3 | 3 |
| n rpm | 2400 | 2400 |
| vc m/min (pies/min) | 151 (495) | 151 (495) |
| vf mm/min (pulg./min) | 864 (34.016) | 864 (34.016) |
| fz , mm (pulgadas) | 0.12 (0.005) | 0.12 (0.005) |
| ap mm (pulgadas) | 3.5 (0.138) | 3.5 (0.138) |
| ae mm (pulgadas) | 20 (0.787) | 20 (0.787) |
| Resultado | Vida útil de la herramienta: 440 componentes | Vida útil de la herramienta: 280 componentes |
Rendimiento
Fresado en escuadra en acero no aleado
| Componente | Placa, Ingeniería General |
| Material de la pieza | P1.1.Z.AN |
| Operación | Fresado en escuadra |
Las fisuras térmicas y el desconchado estaban provocando una vida útil de la herramienta reducida. Se introdujeron plaquitas en calidad GC1130 para solucionar este problema. Las pruebas realizadas demostraron que estas plaquitas duraban mucho más, con un desgaste mucho menor que la solución existente, lo que se tradujo en unos costes reducidos y una seguridad optimizada.
| GC1130 | Solución existente | |
| Herramienta | 490-044C4-08H | |
| Plaquita | 490R-08T308M-PM 1130 | |
| zn | 6 | 6 |
| n rpm | 1912 | 1912 |
| vc m/min (pies/min) | 264 (866) | 264 (866) |
| vf mm/min (pulg./min) | 1722 (67.795) | 1722 (67.795) |
| fz , mm (pulgadas) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (pulgadas) | 1.5 (0.059) | 1.5 (0.059) |
| ae mm (pulgadas) | 22 (0.866) | 22 (0.866) |
| Resultado | No desgastada tras 42 minutos | Vida útil de la herramienta: 42 minutos |
Rendimiento
Planeado de barra de conexión
Incremento de la vida útil
En esta aplicación, la plaquita utilizada se desgastaba tras 27 minutos. Las fisuras térmicas y el astillamiento de la plaquita provocaban un acabado superficial deficiente y podían dar lugar a una posible rotura de la plaquita. Para superar este reto, se probaron las plaquitas GC1130, que consiguieron una vida útil un 100% superior y una economía de producción optimizada.

| GC1130 | Solución existente | |
| Herramienta | R390-032A32-17L | |
| Plaquita | R390-17 04 31M-PM 1130 | |
| zn | 2 | 2 |
| n rpm | 2636 | 2636 |
| vc m/min (pies/min) | 265 (869) | 265 (869) |
| vf mm/min (pulg./min) | 791 (31.142) | 791 (31.142) |
| fz , mm (pulgadas) | 0.15 (0.006) | 0.15 (0.006) |
| ap mm (pulgadas) | 5 (0.197) | 5 (0.197) |
| ae mm (pulgadas) | 26 (1.024) | 26 (1.024) |
| Resultado | Desgastada tras 54 minutos | Desgastada tras 27 minutos |
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
