
CoroBore® BR30
Herramientas de mandrinado en desbaste de tres filos para una máxima productividad
Instrucciones

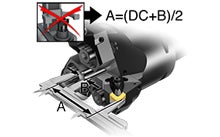
Ajuste del diámetro
En caso de no disponer de una máquina de pre-reglaje para ajustar el diámetro, mida la distancia del pasador a la plaquita y réstele la mitad del diámetro del pasador. Multiplique esta cifra por dos para obtener el diámetro de mandrinado efectivo.

Par
Utilice siempre una llave dinamométrica y aplique el par recomendado a los tornillos de las plaquitas y al conjunto de la herramienta.

Escala con marcado láser
La escala de marcado láser en el adaptador facilita el reglaje del diámetro.



Consejos de aplicación

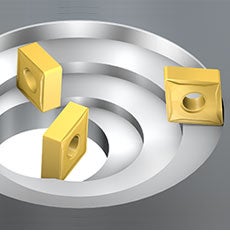
Agujero ciego
Al mecanizar un agujero ciego, es muy importante asegurarse de que se produzca una evacuación de la viruta adecuada.
Aplicar los datos de corte correctos es esencial para conseguir una buena formación de la viruta
Asegúrese/compruebe que las virutas no se atascan o desgastan las plaquitas
La presión y el caudal de refrigerante debe ser suficiente para evacuar las virutas
Las máquinas verticales son más complejas que las máquinas horizontales para conseguir una eficiente evacuación de la viruta
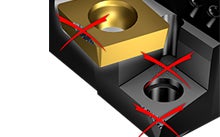
Cortes intermitentes
El mecanizado de cortes discontinuos, como en el caso de los agujeros cruzados, es muy exigente en lo referente a las condiciones de corte de las plaquitas.
Escoja una calidad tenaz
Elija una plaquita resistente, cuadrada, de forma básica negativa para una seguridad del proceso optimizada, apta para condiciones estables
Reduzca los datos de corte si el mecanizado es muy discontinuo
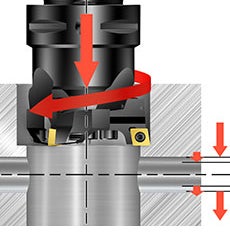
Agujeros descentrados
Si la línea central del agujero premecanizado y la herramienta de mandrinar no coinciden, la profundidad de corte podría ser muy grande en un lado del agujero.
Una buena solución para estas aplicaciones es el mandrinado escalonado, que admite esa gran profundidad de corte. Unas fuerzas de corte asimétricas pueden flexionar la herramienta y ocasionar un pequeño descentramiento o vibraciones residuales, en especial al utilizar montajes de herramienta de voladizo largo.

Incrustaciones de arena
Las incrustaciones de arena en piezas de fundición aumentan el desgaste de las plaquitas.
Recomendaciones:
• Elija una calidad tenaz
• Reduzca los datos de corte
• Elija una plaquita de forma básica negativa, cuadrada y resistente para mejorar la seguridad del proceso y minimizar al desgaste.
Recomendaciones
Datos de corte
Recomendaciones generales para mandrinado en desbaste:
- Datos de inicio: vc 200 m/min (valida cuando la vc en la caja de la plaquita es superior a vc 200 m/min) con voladizo corto. Consulte la caja de la plaquita para ver recomendaciones de avance y profundidad de corte.
- vc = 50% de los datos recomendados en la etiqueta. Si se producen vibraciones, reduzca la velocidad y aumente el avance. No use ap y el avance máximo recomendado a la vez.
Limitaciones de la máquina:
asegúrese siempre de que la máquina pueda proporcionar el par y la potencia necesarios para la aplicación de mandrinado específica.
Datos de corte: CoroBore® 111
| Código de pedido | Calidad | Intervalo de avance (fn) | Profundidad de corte (ap) | Velocidad de corte (vc) | ||||||
| Mín. | Máx. | Rec. | Mín. | Máx. | Rec. | Mín. | Máx. | Rec. | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0,50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0,50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0,50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Par de apriete
Tornillo de la plaquita
| ISO | ANSI | No ISO | Código | Tamaño | Torx Plus | Nm | Pies/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | Plaquita 90° | Plaquita 84° | |||||||||||
| Tamaño | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Pies/lbs | Tamaño del tornillo | ISO | ANSI | No ISO | Nm | Pies/lbs | Tamaño del tornillo |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5); CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5); CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10; M 12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M 10; M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10; M 12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M 10; M 12 | |
Sujeción de la herramienta
La resistencia a la flexión y la transmisión del par son los factores más importantes al elegir el portaherramientas para operaciones de mandrinado. La primera elección siempre debería ser con el acoplamiento Coromant Capto, que ofrece una excelente repetitividad y las mejores características de estabilidad del mercado.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
