
CoroBore® BR20
Herramientas gemelas de mandrinado en desbaste para mandrinado flexible


Par de apriete
Utilice siempre una llave dinamométrica y aplique el par recomendado a los tornillos de las plaquitas y al conjunto de la herramienta.

Sujeción
No aplique nunca la sujeción de una herramienta antivibratoria Silent Tools™ directamente sobre el cuerpo del adaptador.

Escala con marcado láser
La escala de marcado láser en el adaptador facilita el reglaje del diámetro.




Consejos de aplicación

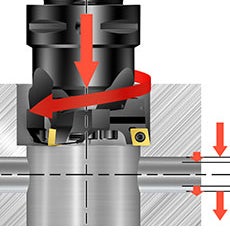
Reglaje de la herramienta para mandrinado a tracción
Retire el tornillo sin cabeza del orificio de suministro de refrigerante superior y conéctelo al orificio de salida
de líquido inferior para obtener la posición de refrigerante correcta
Gire el cartucho 180°
Use la extensión de la corredera si es necesario
Invierta la dirección de giro

Agujero ciego
Al mecanizar un agujero ciego, es muy importante asegurarse de que se produzca una evacuación de la viruta adecuada.
Aplicar los datos de corte correctos es esencial para conseguir una buena formación de la viruta
Asegúrese/compruebe que las virutas no se atascan o desgastan las plaquitas
La presión y el caudal de refrigerante debe ser suficiente para evacuar las virutas
Las máquinas verticales son más complejas que las máquinas horizontales para conseguir una eficiente evacuación de la viruta
Cortes intermitentes
El mecanizado de cortes discontinuos, como en el caso de los agujeros cruzados, es muy exigente en lo referente a las condiciones de corte de las plaquitas.
Escoja una calidad tenaz
Elija una plaquita resistente, cuadrada, de forma básica negativa para una seguridad del proceso optimizada, apta para condiciones estables
Reduzca los datos de corte si el mecanizado es muy discontinuo
Máquinas débiles
Al realizar operaciones de desbaste, asegúrese de que la máquina cuenta con la potencia y el par necesarios para la aplicación de mandrinado específica. Los principales parámetros que afectan son el avance, el número de plaquitas, el diámetro del agujero y la profundidad de corte.
Recomendaciones
Recomendaciones generales para mandrinado en desbaste:
- Datos iniciales: vc 200 m/min (válida cuando la vc de la caja de plaquitas es superior a vc 200 m/min) con voladizos cortos. Consulte las recomendaciones de avance y profundidad de corte en la caja de plaquitas
- vc = 50% de los datos de corte recomendados en la etiqueta. Si se producen vibraciones, reduzca la velocidad y aumente el avance. No utilice nunca los valores máximos recomendados de avance y ap a la vez.
- Relación longitud-diámetro útil (ULDR) = profundidad de mandrinado LU/diámetro de mandrinado DC
Datos de corte: CoroBore® 111
| Código de pedido | Calidad | Rango de avance (fn) | Profundidad de corte (ap) | Velocidad de corte (vc) | ||||||
| Mín. | Máx. | Recomendado | Mín. | Máx. | Recomendada | Mín. | Máx. | Recomendada | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0,50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0,50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 12.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0,50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Par de apriete
Tornillo de la plaquita
| ISO | ANSI | No ISO | Código | Tamaño | Torx Plus | Nm | Pies/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
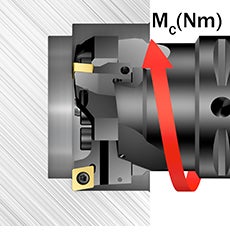
Máximo par de corte y RPM
| Códigos de producto del kit | Adaptadores | Par de corte máx. | RPM máx. | |
| Nm | pies-lb | |||
| BR20D-29CC06F/SP06Y-C4L | C4-BR20D-A-189 | 100 | 74 | 15000 |
| BR20D-36CC06F/SP06Y-C3L | C3-BR20D-B-205 | 165 | 122 | 11000 |
| BR20D-45CC09F/SP08Y-C3L | C3-BR20D-C-208 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C4L | C4-BR20D-C-257 | 290 | 214 | 9000 |
| BR20D-45CC09F/SP08Y-C6L | C6-BR20D-C-284 | 290 | 214 | 11000 |
| BR20D-56CC09F/SP08Y-C4L | C4-BR20D-D-207 | 350 | 258 | 12000 |
| BR20D-56CC09F/SP08Y-C5L | C5-BR20D-D-323 | 350 | 258 | 7000 |
| BR20D-56CC09F/SP08Y-C6L | C6-BR20D-D-350 | 350 | 258 | 8000 |
| BR20D-71CC12F/SP12Y-C5M | C5-BR20D-E-282 | 580 | 428 | 7000 |
| BR20D-71CC12F/SP12Y-C6M | C6-BR20D-E-382 | 580 | 428 | 7000 |
| BR20D-90CC12F/SP12Y-C6M | C6-BR20D-F-380 | 780 | 575 | 5000 |
| BR20D-90CC12F/SP12Y-C8M | C8-BR20D-F-480 | 780 | 575 | 4000 |
| BR20D-116CC12F/SP12Y-C8S | C8-BR20D-G-388 | 940 | 693 | 5000 |
| BR20D-116CC12F/SP12Y-C8M | C8-BR20D-G-478 | 940 | 693 | 4000 |
| BR20D-150CC12F/SP12Y-C8M | C8-BR20D-H-478 | 1000 | 738 | 4000 |
CoroBore® BR20/CoroBore® BR20 con tecnología Silent Tools™
| Plaquita 90° | Plaquita 84° | ||||||||||
| Tamaño | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Pies/lbs | Tamaño del tornillo | No ISO | Nm | Pies/lbs | Tamaño del tornillo |
| A | 23 | 29 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| B | 28 | 36 | CC06 | CC2(1.5) | 4.8 | 3.5 | M4 | SP06 | 4.8 | 3.5 | M4 |
| C | 35 | 45 | CC09 | CC3(2.5) | 9 | 6,6 | M5 | SP08 | 9 | 6,6 | M5 |
| D | 44 | 56 | CC09 | CC3(2.5) | 16.0 | 11.8 | M6 | SP08 | 16.0 | 11.8 | M6 |
| E | 55 | 71 | CC12 | CC43 | 38.0 | 28.0 | M8 | SP12 | 38.0 | 28.0 | M8 |
| F | 70 | 90 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| G | 89 | 116 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
| H | 115 | 150 | CC12 | CC43 | 75 | 55 | M10 | SP12 | 75 | 55 | M10 |
Sujeción de la herramienta
La resistencia a la flexión y la transmisión del par son los factores más importantes al elegir un portaherramientas para operaciones de mandrinado. La primera elección debería ser siempre la de las herramientas con acoplamiento
Coromant Capto®, que ofrecen una excelente repetibilidad y la mejor estabilidad del mercado. Utilice solo un único adaptador entre el adaptador Silent Tools™ y el husillo de la máquina-herramienta.
Únase a nosotros. Manténgase actualizado.
Suscríbase hoy a nuestro boletín informativo
