
CoroMill® 490
Erste Wahl für allgemeines und wiederholtes Eckfräsen

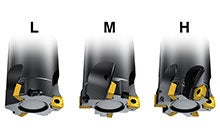
Korrekte Auswahl der Wendeschneidplatten-Geometrie
Leicht (-L) Leicht (-M) Schwer (-H)
Auswahl der richtigen Teilung
Bei der Wahl der geeignetsten Anzahl effektiver Schneidkantenzc für die Anwendung ist die Teilung (Abstand zwischen den Schneiden) zu berücksichtigen.
Mehr erfahren

Korrekte Auswahl der haltenden Werkzeuge
Die Werkzeugspannung hat den größten Einfluss auf das Bearbeitungsergebnis. Je größer die Schnitttiefe, desto wichtiger wird die Größe und Stabilität der Werkzeugaufnahme, da die radialen Kräfte beim Einsatz von Plan- und Eckfräsern, insbesondere Walzenstirnfräser, beträchtlich sind.
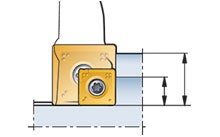
Schnitttiefe
Wendeplattengröße 08 Wendeplattengröße 14

Anwendungshinweise

Checkliste und Hinweise für die Anwendung
Was ist beim Eckfräsen zu berücksichtigen? Hier finden Sie einige nützliche Tipps und Hinweise.
Spanbildung
Erfolgreiche Spanbildung und -abfuhr sind der Schlüssel zu einer hochwertigen Fräsbearbeitung. Erfahren Sie mehr über die Bildung perfekter Späne und denken Sie an die goldene Regel: Von dicken zu dünnen Spänen.
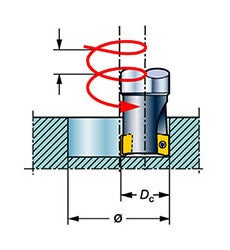
Fräserposition
Jedesmal, wenn eine Schneidkante des Fräsers in das Werkstück eingreift, wird sie einer Stoßbelastung ausgesetzt. Der kürzeste Weg zu einer erfolgreichen Fräsbearbeitung ist der richtige Kontakt zwischen Schneidkante und Werkstoff bei Werkzeugeintritt und -austritt.
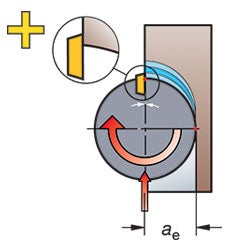
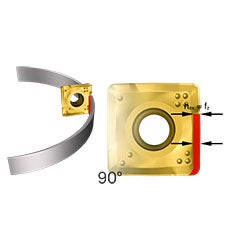
Eintritt in das Bauteil
Eckfräsen wird häufig mit einem kleinen radialen Eingriff durchgeführt. Deshalb sollten die Werte für Zahnvorschub (fz) vs. max. Spandicke(hex) berücksichtigt werden.
Die Berechnung der Schnittparameter entsprechend des korrekten hex Wertes gewährleistet eine gute Schneidwirkung mit verbesserter Oberflächengüte und längerer Standzeit.
Empfehlungen
Wahl des Fräskörpers
●
Schwierige Bedingungen

L
Begrenzte Stabilität und Leistung
Tiefes Vollnutfräsen
Niedrigste Schnittkräfte
◐
Durchschnittliche Bedingungen

M
Allgemeine Verwendung
○
Gute Bedingungen

H
Kurzspanende Werkstoffe
Warmfeste Werkstoffe
Kantenbearbeitung
1. Wahl Wendeschneidplatten
| Schruppen | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Mittel | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Schlichten | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Anmelden und auf dem Laufenden bleiben.
Registrieren Sie sich noch heute für unseren Newsletter

Sandvik Tooling Deutschland GmbH - Geschäftsbereich Coromant
+4921141873489 沪ICP备20012694号-1 京公网安备 11010502044395号